

EP-Einstufen-Spritzstreckblasform
Die EP Einstufiges Spritzstreckblasformverfahren Dieses Präzisionswerkzeugset deckt den gesamten Produktionsprozess auf einstufigen ISBM-Maschinen ab – von der Vorformlingsspritzung über die Temperaturkonditionierung bis hin zum Streckblasformen und dem Auswerfen der Behälter. Die Werkzeugsets sind in Konfigurationen von 1 bis 12 Kavitäten pro Zyklus erhältlich und unterstützen Behältervolumina von 20 ml bis 5.000 ml. Sie eignen sich sowohl für kleine Spezialserien als auch für die kontinuierliche Serienfertigung von Verpackungen. Jedes Set besteht aus präzisionsgefertigten, aufeinander abgestimmten Komponenten, um Maßgenauigkeit, gleichmäßige Wandstärke und reproduzierbare Behälterqualität vom ersten Produktionslauf an zu gewährleisten.
1. Vorteile unserer ISBM-Maschine und ihrer Formen
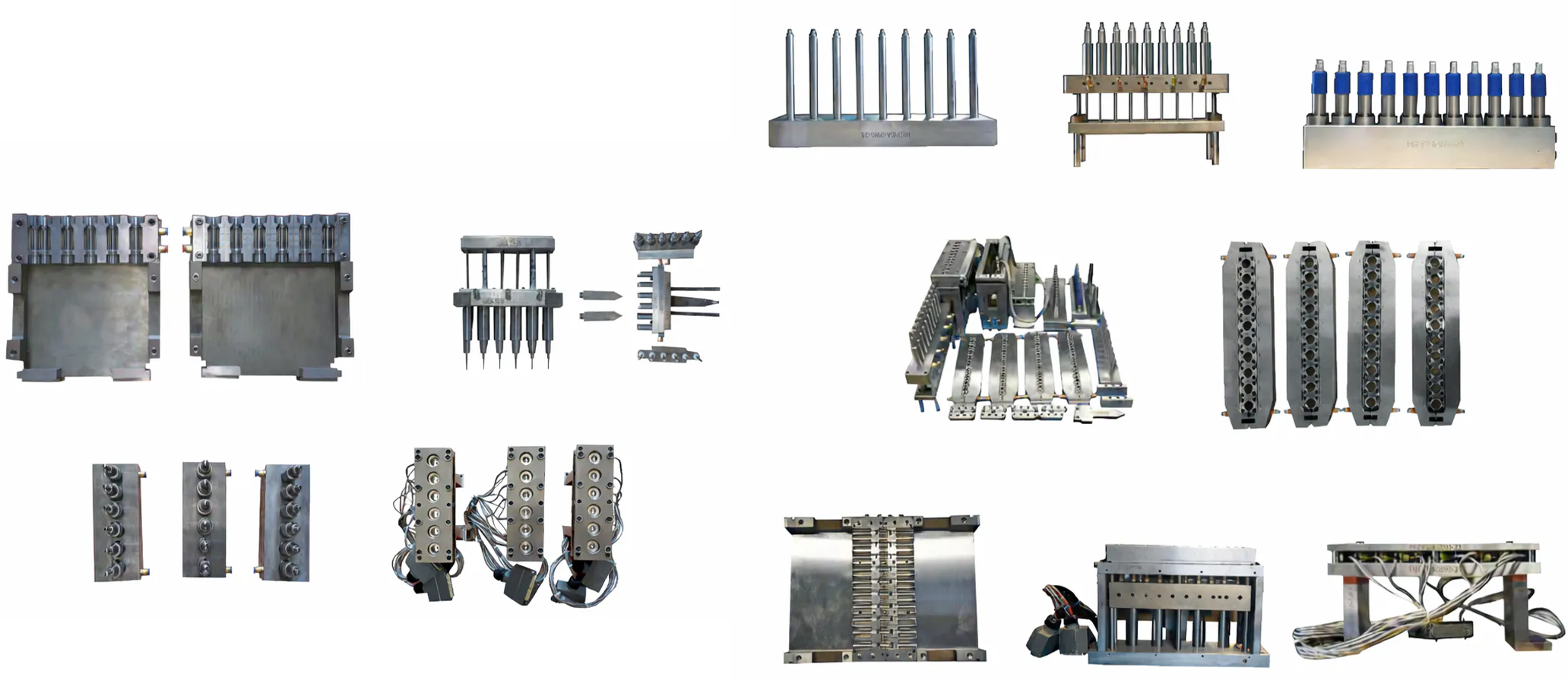
Der Einstufiges Spritzstreckblasformverfahren Es handelt sich nicht um ein einzelnes Werkzeug, sondern um ein komplettes, aufeinander abgestimmtes Formsystem. Dieses besteht aus der Spritzvorform, dem Blasformkasten, der Streckstangenanordnung und, falls von der Maschinenplattform gefordert, dem Temperaturkonditionierungskern. Alle Komponenten sind gemeinsam konstruiert und kalibriert, sodass die an der Spritzstation erzeugte Vorformgeometrie direkt und präzise in die Blasstation gelangt. Diese Integration definiert die einstufige ISBM-Werkzeugfertigung und ist der Grund dafür, dass Behälterabmessungen, Halsgenauigkeit und Wandstärkengleichmäßigkeit die Ergebnisse zweistufiger Wiedererhitzungssysteme in der realen Produktion deutlich übertreffen. Unser Werk verfügt über mehr als zwei Jahrzehnte Erfahrung in der Werkzeugkonstruktion und -fertigung und hat Formsätze an Kunden mit Verpackungslinien für Kosmetik, Pharmazeutika, Lebensmittel und Getränke auf mehreren Kontinenten geliefert – darunter ein wachsender Kundenstamm in Kolumbien und Lateinamerika.
Kompatibilität ist ein primäres Konstruktionskriterium für die gesamte Produktpalette der Spritzstreckblasformwerkzeuge. Standardkonfigurationen sind speziell für unsere Maschinenbaureihen BPET-70V4, BPET-94V3 und BPET-125V4 ausgelegt. Wir fertigen außerdem maßlich kompatible Ersatzwerkzeugsätze. Japanische Maschinen vom Typ ASB-12M und AOKI-250 Eine praktische Lösung für Kunden mit älteren Anlagen, die ihre Werkzeuge modernisieren möchten, ohne die Maschine selbst zu ersetzen. Kundenspezifische Kavitätendesigns, spezielle Halsbearbeitungsgeometrien und Sonderbehälterformen werden von unserer Formenbauabteilung realisiert. Diese ist mit CNC-Bearbeitungszentren und EDM-Anlagen ausgestattet und kann anhand von kundenseitig bereitgestellten 3D-Dateien oder physischen Flaschenmustern arbeiten.
Die Qualität bei der Stahlauswahl und Wärmebehandlung entscheidet über die Langlebigkeit der Produktionswerkzeuge und den damit verbundenen vorzeitigen Reparaturbedarf. Die Spritzgussformeneinsätze werden aus vorgehärtetem P20- oder H13-Werkzeugstahl gefertigt und die Formoberflächen auf Hochglanz poliert. Dies gewährleistet die optische Klarheit, die für hochwertige Kosmetik- und Pharmaverpackungen erforderlich ist. Die Blasformhälften werden aus einer hartanodisierten Aluminiumlegierung in Luftfahrtqualität hergestellt. Diese Legierung zeichnet sich durch ihre Wärmeleitfähigkeit, ihr geringes Gewicht für schnelle Formwechsel und ihre ausreichende Härte für den Betrieb mit hoher Zykluszahl aus. Die Formböden werden vor der Endbearbeitung spannungsarmgeglüht, um Eigenspannungen zu beseitigen, die bei längerer Produktion zu Maßabweichungen führen könnten. Das Ergebnis ist ein Werkzeugprogramm, das optimal auf die Anforderungen von Herstellern in wettbewerbsintensiven Märkten zugeschnitten ist und eine konsistente und profitable Produktion von Spritzstreckblasformteilen ermöglicht.
2. Funktionsweise des einstufigen Spritzstreckblasverfahrens
Verstehen, wie das Formsystem im Gesamtkontext funktioniert Spritzstreckblasformverfahren Dies verdeutlicht, warum die Werkzeugpräzision so entscheidend für den Produktionserfolg ist. Bei einer 3-Stationen-Maschine läuft der Zyklus wie folgt ab: An Station 1 schließt sich das Spritzgießwerkzeug um den Heißkanalanschnitt, flüssiges Harz wird eingespritzt, um den Vorformling zu formen, und die Halsbearbeitung wird hier mit Toleranzen von typischerweise weniger als ±0,05 mm maßgenau eingestellt – jede Gewindesteigung, Dichtfläche und Manipulationssicherheitsgeometrie werden in dieser einen Station festgelegt. Der Vorformling wird auf den Halskernen zu Station 2 transportiert, wo er am Ende beschnitten oder thermisch konditioniert wird, und von dort zu Station 3, wo sich das Blasformwerkzeug um ihn schließt. Ein Streckstab senkt sich axial ab und verlängert den Vorformling, während gleichzeitig der radiale Blasdruck die Wand gegen die Kavitätsoberfläche ausdehnt, um die Behälterform zu erzielen. Bei 4-Stationen-Maschinen ermöglicht die zusätzliche Konditionierungsstation zwischen Spritzgießen und Blasformen einen präziseren Temperaturausgleich. Daher können 4-Stationen-Konfigurationen auch dickwandige oder weithalsige Behälter zuverlässig verarbeiten, die eine 3-Stationen-Konfiguration vor Herausforderungen stellen würden.
Die Eigenschaften der fertigen Flasche – Klarheit, gleichmäßige Wandstärke, Belastbarkeit und Barrierewirkung – hängen direkt vom Werkzeugdesign ab. Die Oberflächenrauheit des Formhohlraums bestimmt die optische Klarheit; die Anordnung der Kühlkanäle die Zykluszeit und den Kristallinitätsgrad; das Wandstärkenprofil des Vorformlings bestimmt die Materialverteilung beim biaxialen Streckverfahren. Ein gut konstruiertes Spritzstreckblaswerkzeug ist daher nicht nur ein Formwerkzeug, sondern eine Präzisionskomponente. Unser Werkzeugkonstruktionsteam modelliert Materialfluss, Streckverteilung und Kühlverhalten, bevor mit dem Stahlschneiden begonnen wird – so funktioniert das Werkzeug vom ersten Probelauf an wie vorhergesagt und nicht erst nach mehreren teuren Nachbearbeitungen.

3. Fünf wesentliche Produktvorteile
Jede Einstufiges Spritzstreckblasformverfahren Das System wird als maßgeprüftes, aufeinander abgestimmtes Set geliefert – bestehend aus Spritzgussform, Blasform, Streckstangenbaugruppe und Konditionierungskern –, das so bearbeitet ist, dass es ohne Nachjustierung oder Ausgleich vor Ort zusammenarbeitet. Dadurch wird die häufigste Ursache für Wandstärkenabweichungen und außermittige Sockel bei der ISBM-Produktion (Integrated Spin-Based Blasform) und die damit verbundene Ausrichtungsabweichung zwischen Vorformling und Blasform vermieden. Für Kunden in Kolumbien und Lateinamerika, die Produktionslinien mit hohem Produktmix betreiben, verkürzt die Lieferung eines vorabgeprüften, aufeinander abgestimmten Sets die Umrüstzeiten beim Wechsel zwischen verschiedenen Produkt-SKUs erheblich.
Unsere Werkzeugsätze dienen als praktischer und kostengünstiger Ersatz für Werkzeuge von ASB und AOKI, ohne dass Maschinenmodifikationen erforderlich sind. Die Maßschnittstellen – Plattenbefestigungsmuster, Halskernteilung, Geometrie der Blasformtrennlinie – entsprechen den Spezifikationen der Originalmaschinen. Werke, die bereits japanische Maschinen einsetzen, erhalten Zugang zu preisgünstigen Ersatzwerkzeugen mit derselben Maßkompatibilität. Dies gewährleistet die Produktionskontinuität und reduziert gleichzeitig die Werkzeugbeschaffungskosten im Vergleich zum Bezug von OEM-Teilen von den ursprünglichen Maschinenherstellern erheblich.
Die Einsätze für die Spritzgusskavität werden aus vorgehärtetem Werkzeugstahl H13 oder P20 mit einer Härte von 48–52 HRC gefertigt und anschließend auf Ra ≤ 0,05 μm poliert, um höchste optische Klarheit zu gewährleisten. Die Blasformhälften werden aus 7075er Flugzeugaluminium mit hartanodisierten Oberflächen hergestellt, die Wärmedämmung und Kratzfestigkeit vereinen. Die Halsringe aus Edelstahl S136 werden präzisionsgeschliffen (±0,01 mm am Siegeldurchmesser). Dieses Material- und Oberflächenprogramm gewährleistet, dass die Oberflächenqualität des Behälters und die Maßgenauigkeit der Halsbearbeitung über Millionen von Produktionszyklen hinweg ohne fortschreitende Kavitätsverschlechterung erhalten bleiben.
Von der Prototypenform mit einer Kavität bis hin zum Produktionswerkzeug mit 12 Kavitäten für den Hochleistungseinsatz – unser Sortiment an Spritzblasformformen lässt sich flexibel an Maschinenkapazität und Produktionsbedarf anpassen. Dank des modularen Designs der Kavitäteneinsätze kann dieselbe Formbasis für bestimmte Halsausführungen und Behälterfamilien mit unterschiedlichen Kavitäteneinsätzen neu konfiguriert werden, wenn sich die Produktspezifikationen ändern. Dies reduziert die Werkzeuginvestitionen, die bei der Aktualisierung des Behälterdesigns eines Verpackungsherstellers erforderlich sind. Für Maschinen, die eine parallele Vorformlingsausrichtung unterstützen, sind ein- und zweireihige Ausführungen verfügbar.
Jeder Werkzeugsatz ist speziell auf das vom Kunden gewünschte Material ausgelegt – PET, PETG, PETE, hochtransparentes PP, PCTG, SAN, PC, PMMA, PS oder TRITAN (BPA-frei). Angussgeometrie, Kanalbalance, Kavitätenbelüftung und Kühlungsanordnung werden bereits in der Konstruktionsphase für den jeweiligen Harztyp optimiert. Dank dieser Flexibilität deckt ein einziges Werkzeugprogramm den gesamten Bedarf ab – von Standard-PET-Wasserflaschen über medizinische PC-Pharmazeutikabehälter bis hin zu BPA-freien Babyflaschen – und das alles innerhalb einer einzigen Fertigungstechnologieplattform ohne Kompromisse beim Prozess.
4. Formenmaterialien und Konstruktionsnormen
Die Lebensdauer und die Qualität der Produkte eines jeden Spritzblasformwerkzeugs werden bereits bei der Materialauswahl bestimmt. Minderwertiger Stahl, unzureichende Wärmebehandlung oder ungenaue Bearbeitungstoleranzen führen zu vorzeitigem Verschleiß des Formhohlraums, Gratbildung an der Trennebene und ungleichmäßigen Vorformlingsabmessungen, lange bevor das Werkzeug seine geplante Nutzungsdauer erreicht. Unsere Normen für den Werkzeugbau berücksichtigen alle kritischen Material- und Prozessparameter entlang der gesamten Werkzeuglieferkette – von der Rohstahlbeschaffung bis zur abschließenden Maßprüfung vor dem Versand.
Die Einsätze für die Spritzgussform werden je nach Produktionsvolumen und Kunststoffart aus Warmarbeitsstahl H13 (entspricht DIN 1.2344) oder vorgehärtetem Stahl P20 (DIN 1.2311) gefertigt. H13 eignet sich für Großserien und technische Kunststoffe wie PC und PPSU, die hohe Einspritzdrücke und erhöhte Formtemperaturen erfordern; P20 ist für kosmetische PET- und PETG-Anwendungen bei moderaten Drücken geeignet. Beide Stähle werden vakuumwärmebehandelt und doppelt angelassen, um eine gleichmäßige Härte zu gewährleisten. Die Blasformhälften aus 7075-T6-Flugzeugaluminium bieten eine etwa fünfmal höhere Wärmeleitfähigkeit als Stahl, was zu kürzeren Abkühlzeiten pro Zyklus und einer verbesserten Kristallinitätskontrolle in der Behälterwand führt. Halsringe und Kernstifte, die das Gewinde und die Dichtungsgeometrie definieren, werden aus gehärtetem Edelstahl S136 (ähnlich modifiziertem AISI 420) gefertigt und sind korrosionsbeständig gegen Feuchtigkeit und Polymerzersetzungsgase. Die Streckstangen werden aus durchgehärtetem Edelstahl auf eine Maßtoleranz von ±0,01 mm und eine Oberflächenrauheit von Ra ≤ 0,2 μm geschliffen, um die Reibung beim axialen Vorformling zu minimieren.
| Formteil | Material | Härte | Oberflächenbeschaffenheit | Wichtigste Anmerkungen |
|---|---|---|---|---|
| Einsatz für Injektionskavität | Werkzeugstahl H13 / P20 | 48–52 HRC (H13) / 28–34 HRC (P20) | Hochglanzpoliert (Ra ≤ 0,05 μm) | Vakuumwärmebehandelt, doppelt angelassen |
| Blasformkavität | Aluminiumlegierung 7075-T6 | HB 150–175 | Hartanodisierung 25–30 μm | Hohe Wärmeleitfähigkeit, schnelle Zykluskühlung |
| Halsring / Gewindekern | Edelstahl S136 | 50–52 HRC | Hochglanzpolitur | Korrosionsbeständig, geschliffener Dichtungsdurchmesser ±0,01 mm |
| Streckstange | Gehärteter Edelstahl | 52–55 HRC | Grundflächen-Ra ≤ 0,2 μm | Maßtoleranz ±0,01 mm |
| Formsockel / Rahmen | 45# Stahl (spannungsarmgeglüht) | HRC 28–34 | Schwarzoxid-/Nickelbeschichtung | CNC-gefräst nach Spannungsarmglühen |
| Konditionskern | Berylliumkupfer / H13 | HRC 36–40 | Poliert | Hohe Wärmeleitfähigkeit für gleichmäßige Temperaturregelung |
5. Spezifikationen für Maschinenmodell und Anzahl der Formhohlräume
Die folgenden Tabellen listen die maximal erreichbaren Behälterabmessungen für jede Kavitätenanzahl der drei Hauptmaschinenmodelle auf. Diese Werte stellen den Gestaltungsspielraum dar, innerhalb dessen kundenspezifische Behälterprofile entwickelt werden können. Die tatsächlichen Abmessungen einer bestimmten Flasche hängen vom Streckverhältnis, dem Material und der angestrebten Wandstärke ab. Unsere Formenbauer prüfen jeden kundenspezifischen Entwurf anhand dieser Grenzen, bevor die Werkzeugfertigung in Auftrag gegeben wird. So stellen wir sicher, dass die Behälterspezifikation auf der gewählten Maschinenplattform realisierbar ist, bevor mit dem Stahlschnitt begonnen wird.
EP-BPET-70V4 — Formhohlraumabmessungen
| Parameter | Einheit | 1 Kavität | 2 Hohlräume | 3 Hohlräume | 4 Hohlräume | 5 Hohlräume | 6 Hohlräume |
|---|---|---|---|---|---|---|---|
| Max. Außenhals | mm | 80 | 60 | 45 | 34 | 30 | 20 |
| Maximaler Körperdurchmesser | mm | 116 | 99 | 75 | 66 | 50 | 44 |
| Maximale Höhe | mm | 300 | 300 | 300 | 200 | 200 | 200 |
| Maximales Volumen | ml | 2,500 | 2,300 | 1,000 | 500 | 300 | 150 |
EP-BPET-125V4 — Formhohlraumabmessungen
| Parameter | Einheit | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Max. Außenhals (mm) | mm | 148 | 120 | 99 | 94 | 73 | 57 | 42 | 36 | 34 | 26 | 23 | 18 |
| Maximaler Gehäusedurchmesser (mm) | mm | 204 | 152 | 130 | 120 | 98 | 78 | 66 | 54 | 53 | 44 | 40 | 37 |
| Maximale Höhe (mm) | mm | 300 | 300 | 300 | 300 | 300 | 250 | 250 | 250 | 250 | 250 | 250 | 250 |
| Maximales Volumen (ml) | ml | 5,000 | 3,000 | 2,000 | 1,000 | 800 | 600 | 450 | 400 | 300 | 250 | 200 | 100 |
EP-BPET-94V3 — Formhohlraumabmessungen
| Parameter | Einheit | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|---|
| Max. Außenhals (mm) | mm | 110 | 109 | 89 | 70 | 42 | 34 | 30 | 24 |
| Maximaler Gehäusedurchmesser (mm) | mm | 149 | 130 | 130 | 100 | 80 | 66 | 54 | 48 |
| Maximale Höhe (mm) | mm | 300 | 300 | 300 | 300 | 250 | 250 | 200 | 200 |
| Maximales Volumen (ml) | ml | 4,500 | 2,500 | 2,500 | 1,500 | 800 | 500 | 300 | 200 |
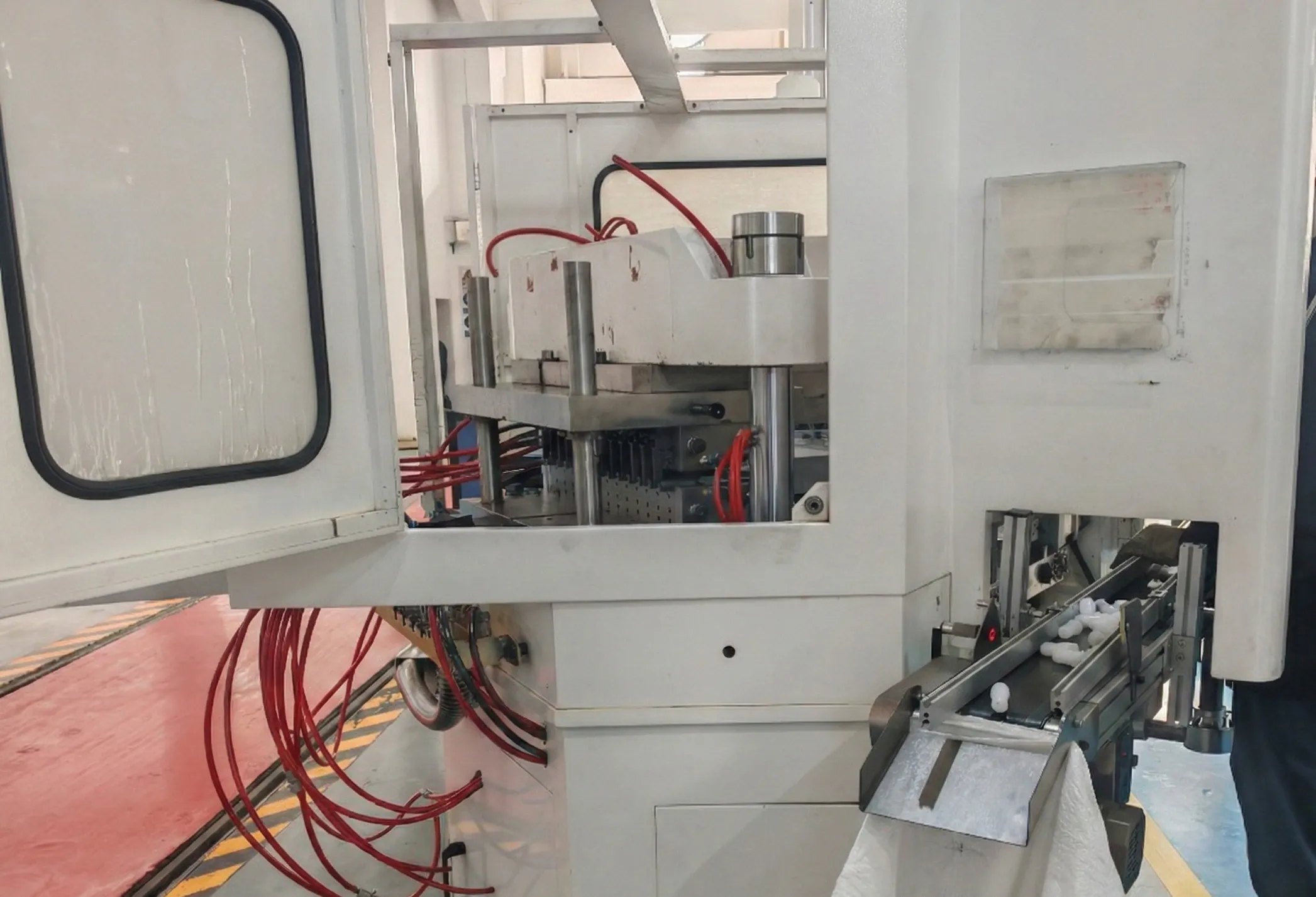
EP-BPET-94-V3 Spritzstreckblasformmaschine | 3 Stationen

6. Anwendungsszenarien
Die Vielseitigkeit der Einstufiges Spritzstreckblasformverfahren Dies macht es zum bevorzugten Werkzeug in einer Vielzahl von Verpackungsbranchen. Die folgenden Anwendungsbereiche stellen die wichtigsten kommerziellen Einsatzgebiete dieser Formensätze in Produktionsumgebungen in Kolumbien, Lateinamerika und weltweit dar.
Verpackungen für Kosmetik und Körperpflege
Hochwertige Serumflaschen, Lotionbehälter, Shampoo-Fläschchen und Make-up-Verpackungen erfordern höchste optische Klarheit und präziseste Halsbearbeitung, die das Spritzstreckblasformverfahren ermöglicht. Hochglanzpolierte H13-Spritzgießkavitäten und S136-Halskerne unserer Formsätze gewährleisten die von Markenherstellern geforderte visuelle Qualität und Maßgenauigkeit. PETG- und PCTG-Formulierungen, die Farbtiefe und Schlagfestigkeit verbessern, werden durch materialspezifische Anguss- und Kühlsysteme optimal unterstützt.
Pharmazeutische und medizinische Verpackungen
Augentropfenflaschen, Sirupbehälter, Tablettendosen und Infusionsflaschen erfordern eine kontaminationsfreie Produktion und strenge Maßkontrolle am Flaschenhals, um die Dichtheit des Verschlusses zu gewährleisten. Das geschlossene, einstufige Verfahren mit nur einer Maschine eliminiert die Zwischenhandhabung von Vorformlingen, das Hauptkontaminationsrisiko in zweistufigen Systemen. Für wiederverwendbare medizinische Behälter werden PC- und PPSU-Materialien mit entsprechend spezifiziertem Kavitätenstahl, Angussdesign und Dokumentation der Verarbeitungstemperatur für die Zulassung in der Pharmaindustrie berücksichtigt.
Lebensmittel- und Getränkebehälter
PET-Wasserflaschen, Saftbehälter, Soßenflaschen und lebensmittelechte Weithalsgläser gehören zu den volumenstärksten Anwendungen für die einstufige ISBM-Werkzeugherstellung. Unser Werkzeugdesign erreicht die für ausreichende Druckfestigkeit und Barrierewirkung bei lebensmittelechtem PET notwendige biaxiale Molekülorientierung. Weithalsgläser mit einem Durchmesser von bis zu 204 mm sind auf der BPET-125V4-Plattform mit angepasster Kavitätenanzahl erhältlich. Dies ermöglicht die Produktion von Lebensmittelbehältern, die mit kleineren Maschinen nicht realisierbar wären.
Baby- und Kleinkindproduktflaschen
Babyflaschen und Trinklernbecher benötigen BPA-freie Materialien – TRITAN, PPSU oder lebensmittelechtes Polycarbonat – kombiniert mit extrem präzisen Halsabmessungen, um die Kompatibilität mit Standard-Saugern zu gewährleisten. Unsere Formen für Babyprodukte sind besonders darauf ausgelegt, Angussreste zu minimieren: Die Innenseite des Behälters muss glatt, leicht zu reinigen und frei von Materialresten sein, in denen sich Bakterien ansiedeln könnten. Dokumente, die die BPA-Freiheit und die Lebensmittelsicherheitszertifizierung belegen, werden jedem Formset für Babyprodukte beigefügt.
Haushalts- und Industriechemikalienbehälter
PETG- und PP-Formulierungen für Haushaltsreiniger, Kfz-Flüssigkeiten und Agrarchemikalien stellen hohe Anforderungen an die Chemikalienbeständigkeit und die Präzision der Halsdichtungszonen, in denen kindersichere Verschlüsse zum Einsatz kommen. Unsere PP-optimierten Werkzeugsätze verfügen über speziell abgestimmte Heißkanal-Temperaturprofile und Kavitätsentlüftungen, um die Fließeigenschaften von teilkristallinem Polypropylen zu berücksichtigen – einem Material, das sich im einstufigen ISBM-Verfahren deutlich anders verhält als PET und daher eine spezielle Werkzeugkonstruktion anstelle der Anpassung von Standard-PET-Werkzeugen erfordert.
Gebastelte, speziell geformte und LED-Komponenten
Das einstufige ISBM-Verfahren ermöglicht die zuverlässige Fertigung von nicht rotationssymmetrischen Behältern – quadratischen Flaschen, ovalen Formen, Dreiecksprofilen und individuell geprägten Formen –, deren Herstellung mit zweistufigen Systemen aufgrund der komplexen Ausrichtung von Vorformling zu Blasform schwierig ist. LED-Lampenschirmkomponenten und dekorative Behälter aus PS oder PMMA gehören zu den Spezialanwendungen unserer kundenspezifisch profilierten Spritzblasformwerkzeuge. Dabei arbeitet unser Werkzeugkonstruktionsteam anhand von kundenseitig bereitgestellten Geometriedateien oder physischen Mustern.
7. Regulierungs- und Industriestandards für ISBM-Kunststoffverpackungen
Käufer von Spritzblasformwerkzeugen und den damit hergestellten Kunststoffbehältern agieren in einem komplexen regulatorischen Umfeld, das Lebensmittelsicherheit, Konformität mit pharmazeutischen Verpackungen, Umweltrichtlinien und Arbeitssicherheit umfasst. Die folgende Übersicht behandelt die wichtigsten geltenden Normen in den für unsere Kunden relevanten Märkten, insbesondere in Kolumbien und Lateinamerika, wo die Kenntnis der regulatorischen Bestimmungen für Verpackungshersteller und Markeninhaber gleichermaßen immer wichtiger wird.
| Zuständigkeit | Norm / Regelung | Relevanz für ISBM-Verpackung |
|---|---|---|
| Kolumbien | INVIMA Resolución 683/2012 (Lebensmittelkontakt NTC) | Regelt Kunststoffe, die mit Lebensmitteln in Berührung kommen; PET-, PETG- und PP-Behälter erfordern eine Materialdeklaration und Migrationsprüfungen gemäß den ICONTEC NTC-Standards. |
| Kolumbien | Ley 1672 de 2013 / Ley 1466 de 2011 Plastikmüll | Fördert recycelbare Monomaterialverpackungen; die von ISBM hergestellten PET-Behälter sind vollständig recycelbar und unterstützen die Einhaltung der Anforderungen der erweiterten Herstellerverantwortung. |
| Kolumbien | Decreto 1596 de 2015 / RETIE | Für ISBM-Maschinen und zugehörige Ausrüstung, die in kolumbianischen Anlagen betrieben werden, gelten Anforderungen an die elektrische Sicherheit und den Maschinenschutz. |
| europäische Union | Verordnung (EG) Nr. 1935/2004 – Lebensmittelkontaktmaterialien | Regelt alle Materialien, die mit Lebensmitteln in Berührung kommen; verlangt Lieferantendokumentation und Rückverfolgbarkeit für alle Kunststoffkomponenten, einschließlich PET-ISBM-Behälter für Lebensmittel oder Getränke. |
| europäische Union | EU-Verordnung 10/2011 – Lebensmittelkontaktmaterialien aus Kunststoff | Spezifische Migrationsgrenzwerte für Kunststoffadditive; der Gesamtmigrationsgrenzwert von ≤ 10 mg/dm² gilt für PET- und PP-Harze, die in ISBM verwendet werden; Werkzeuglieferanten müssen sicherstellen, dass Kavitätsmaterialien keine Kontamination verursachen. |
| USA | FDA 21 CFR Teil 177 – Indirekte Lebensmittelzusatzstoffe: Polymere | Normen für Kunststoffe in Lebensmittelverpackungen, einschließlich PET (177.1630) und PP (177.1520); relevant für den Export oder die Verwendung von ISBM-Behältern auf dem US-amerikanischen Markt. |
| Brasilien | ANVISA RDC 327/2019 – Kunststoffverpackungen | Die brasilianische Gesundheitsbehörde schreibt die Zulassung von Kunststoffen für den Lebensmittelkontakt vor; ISBM-Container, die nach Brasilien exportiert werden, müssen ANVISA-gelistete Kunststoffe mit entsprechender Konformitätsdokumentation verwenden. |
| Pharma weltweit | ICH Q8 / USP Pharmazeutische Kunststoffverpackungen | Definiert die Prüfverfahren für extrahierbare und auslaugbare Stoffe in pharmazeutischen Behältern; ISBM-Werkzeuge für pharmazeutische Formen minimieren Angussreste und die Oberflächenrauheit im Inneren, um das Extraktionsrisiko zu reduzieren. |
| International | ISO 9001:2015 – Qualitätsmanagementsystem | Wird zunehmend von Formenlieferanten als Qualifikationsvoraussetzung von multinationalen Herstellern von Konsumgütern gefordert. |
| International | ISO 15750 / ISO 22000 (Lebensmittelsicherheitsmanagement) | Standards für Managementsysteme zur Lebensmittelsicherheit; Dokumentation zur Werkzeugqualität unterstützt Kundenaudits nach ISO 22000 in Lebensmittel- und Getränkeverpackungsfabriken |
8. Über uns
Wir haben eine robuste Lieferkette aufgebaut, die Maschinenstabilität, Energieeffizienz und einen umfassenden Service aus einer Hand für unsere globalen Partner gewährleistet. Unser professionelles Serviceteam besteht aus Branchenveteranen, die umfassende Unterstützung bieten – von der Werkzeugkonstruktion und Prototypenentwicklung bis hin zur Installation vor Ort und Mitarbeiterschulungen. Für den lateinamerikanischen Markt, insbesondere Kolumbien, wissen wir, wie wichtig Kosteneffizienz ohne Kompromisse bei der Präzision ist. Unsere Maschine ist ein hervorragender Ersatz für ASB-Spritzblasformmaschinen und andere japanische Marken. Sie bietet vergleichbare Leistung bei nur etwa 351.400.000 US-Dollar der Investitionskosten, kombiniert mit kürzeren Lieferzeiten und lokalem technischen Support.
Werkstatt




9. Verwandte Produkte und Systemkomponenten
Zusätzlich zu Einstufiges Spritzstreckblasformverfahren Neben unseren Anlagen und ISBM-Maschinen bieten wir ein breites Sortiment an Präzisionsmechanikkomponenten und Antriebssystemen für den kompletten Aufbau und die laufende Wartung von Verpackungslinien. Dank unserer Komplettversorgung wird die Beschaffung für Kunden, die Produktionslinien in Kolumbien und dem gesamten lateinamerikanischen Markt aufbauen oder modernisieren, deutlich vereinfacht.
Starre Kupplungen und Wellenkomponenten
Präzisionskupplungen für Antriebswellen an Verpackungs- und Förderanlagen erfordern dieselben Maßgenauigkeitsstandards wie Werkzeugformen. Wir liefern starre und flexible Kupplungsprodukte, die mit den gängigen Antriebskonfigurationen von ISBM-Maschinen sowie nachgelagerten Abfüll- und Etikettieranlagen kompatibel sind. Entdecken Sie unser Sortiment an starren Kupplungen

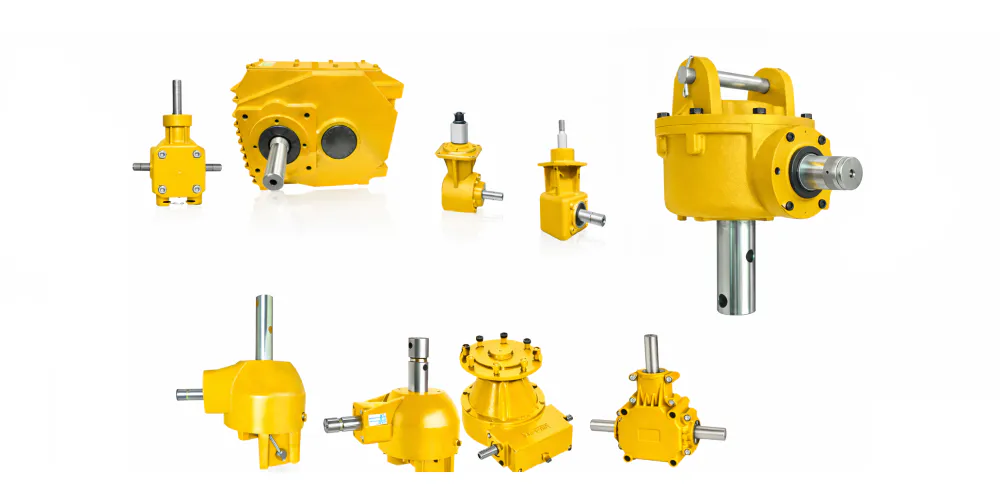
Getriebe und Drehzahlreduzierer
Antriebsgetriebe und Präzisionsgetriebe sind integraler Bestandteil der Fördersysteme, Drehtischantriebe und Hilfseinrichtungen rund um die ISBM-Produktionslinien. Wir verfügen über die notwendigen Lieferkapazitäten für Hochleistungsgetriebe, die unser Angebot an Formen und Maschinen optimal ergänzen und Kunden unterstützen, die Werkzeuge und mechanische Antriebskomponenten aus einer Hand benötigen. Sehen Sie sich unseren Getriebekatalog an
Häufig gestellte Fragen
Herausgeber: PXY



























