

Одноступенева інжекційна розтяжна видувальна форма EP
Європарламент Одноступенева інжекційна розтяжна видувальна форма – це комплект прецизійного оснащення, що охоплює повний цикл виробництва на одноступеневих машинах ISBM — від впорскування преформи через температурний кондиціонування до формування розтягуванням та видуванням та викидання контейнерів. Доступні в конфігураціях від 1 до 12 порожнин на цикл, ці комплекти прес-форм підтримують контейнери об'ємом від 20 мл до 5000 мл і створені для обслуговування як невеликих спеціалізованих партій, так і тривалих великосерійних комерційних пакувальних операцій. Кожен комплект виготовляється з точних узгоджених компонентів, щоб гарантувати розмірну стабільність, рівномірну товщину стінок та відтворювану якість контейнерів від першого виробничого проби.
1. Переваги нашої машини ISBM та її форм
The Одноступенева інжекційна розтяжна видувальна форма не є окремим інструментом — це повноцінна, узгоджена система прес-форм, що включає форму для лиття преформи під тиском, комплект порожнини форми для видування, вузол розтягувального стрижня та, де цього вимагає платформа машини, комплект терморегулятора. Усі компоненти спроектовані та калібровані разом таким чином, щоб геометрія преформи, створена на станції лиття, безпосередньо та передбачувано подавалась у станцію видування. Ця інтеграція визначає одностадійне виготовлення інструментів ISBM (інтегро-вимірювальної оснастки) і саме тому розміри контейнерів, точність обробки горловини та однорідність товщини стінок постійно перевершують те, що зазвичай досягають двостадійні системи повторного нагрівання в реальних виробничих умовах. Наш завод об'єднує понад два десятиліття накопиченого досвіду проектування та виробництва інструментів, постачаючи комплекти прес-форм клієнтам, які керують лініями пакування косметичної, фармацевтичної, харчової та напоїв на кількох континентах, включаючи зростаючу базу промислових покупців у Колумбії та Латинській Америці.
Сумісність є основним критерієм проектування для всієї лінійки прес-форм для лиття під тиском з розтягуванням. Стандартні конфігурації спеціально розроблені для наших серій машин BPET-70V4, BPET-94V3 та BPET-125V4. Ми також виробляємо змінні комплекти прес-форм, розмірно сумісні з Японські машини типу ASB-12M та AOKI-250 — практичне рішення для клієнтів, які користуються застарілим обладнанням і хочуть оновити інструментарій, не замінюючи сам верстат. Спеціальні конструкції порожнин, унікальні геометрії обробки горловини та нестандартні форми контейнерів обробляються нашим відділом проектування прес-форм, який оснащений обробними центрами з ЧПК та електроерозійним обладнанням для роботи з 3D-файлами або фізичними зразками пляшок, наданими замовником.
Якість на етапі вибору сталі та термічної обробки відрізняє довготривалу виробничу оснастку від оснастки, яка потребує передчасного ремонту. Вставки для лиття під тиском виготовляються з попередньо загартованої інструментальної сталі P20 або H13, а поверхні порожнин поліруються до дзеркального блиску, що забезпечує оптичну чіткість, якої вимагають високоякісні косметичні та фармацевтичні контейнери. Половини видувних форм виготовляються з авіаційного алюмінієвого сплаву з твердим анодуванням, обраного за його теплопровідність, малу вагу для швидкої зміни форм та достатню твердість для багатоциклової роботи. Основи форм знімаються з напружень перед остаточною обробкою, щоб усунути залишкові напруження, які можуть спричинити розмірний дрейф при тривалому виробництві. Результатом є програма оснащення, яка дійсно обслуговує продукцію лиття під тиском з розтягуванням, яку покупці на конкурентних ринках повинні виробляти стабільно та прибутково.
2. Як працює одностадійна форма для видування з розтягуванням
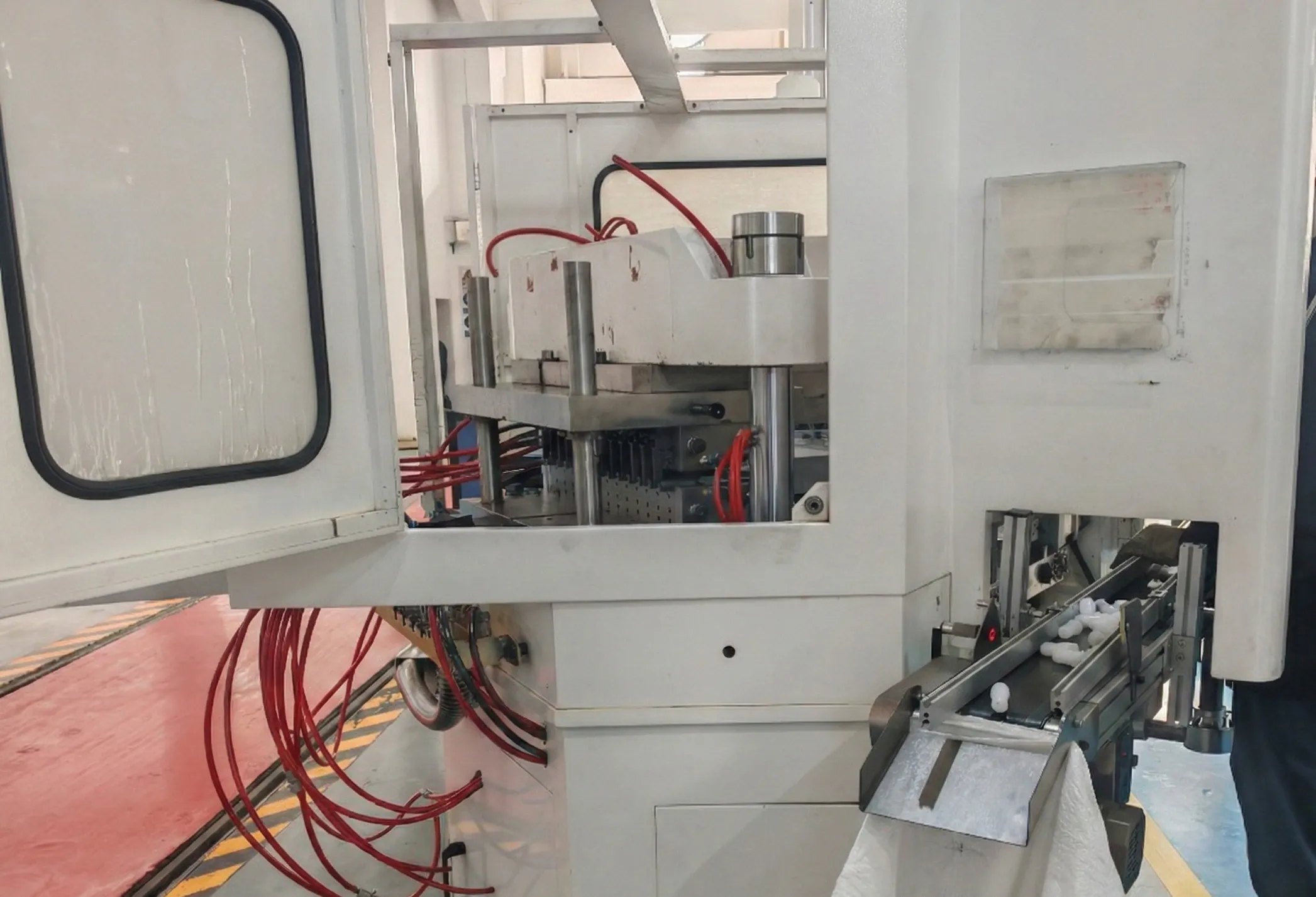
Розуміння того, як система прес-форм функціонує в цілому процес лиття під тиском з розтягуванням та видувом пояснює, чому точність оснащення настільки важлива для результатів виробництва. На 3-станційній машині цикл працює наступним чином: на станції 1 литтєва форма закривається навколо гарячеканального затвора, розплавлена смола впорскується для формування заготовки, і тут розмірно встановлюється обробка горловини з допусками, зазвичай меншими за ±0,05 мм — кожен крок різьби, поверхня ущільнення та геометрія контролю несанкціонованого втручання встановлюються на цій єдиній станції. Заготовка переноситься на стрижнях горловини до станції 2, де вона обрізається або термічно кондиціонується, а звідти до станції 3, де видувна форма закривається навколо неї. Розтяжний стрижень опускається аксіально, видовжуючи заготовку, а радіальний тиск видуву одночасно розширює стінку відносно поверхні порожнини для досягнення форми контейнера. На 4-станційних машинах додаткова станція кондиціонування між впорскуванням та видуванням дозволяє точніше вирівнювання температури, тому 4-станційні конфігурації можуть надійно обробляти товстостінні або широкогорлі контейнери, що було б складно для 3-станційної компонування.
Характеристики готової пляшки — прозорість, однорідність товщини стінки, міцність при верхньому навантаженні та бар'єрні властивості — безпосередньо залежать від конструкції форми. Шорсткість поверхні порожнини визначає оптичну прозорість; розташування каналу охолодження визначає час циклу та кристалічність; профіль товщини стінки заготовки визначає, як матеріал розподіляється під час двовісного розтягування. Тому добре спроектована форма для лиття під тиском з видуванням — це не просто інструмент для формування, а прецизійний компонент процесу. Наша команда інженерів-форм моделює потік матеріалу, розподіл розтягування та поведінку охолодження перед тим, як розпочати різання сталі, тому фізична форма працює так, як передбачалося з першого пробного пострілу, а не після кількох циклів дорогої переробки.

3. П'ять ключових переваг продукту
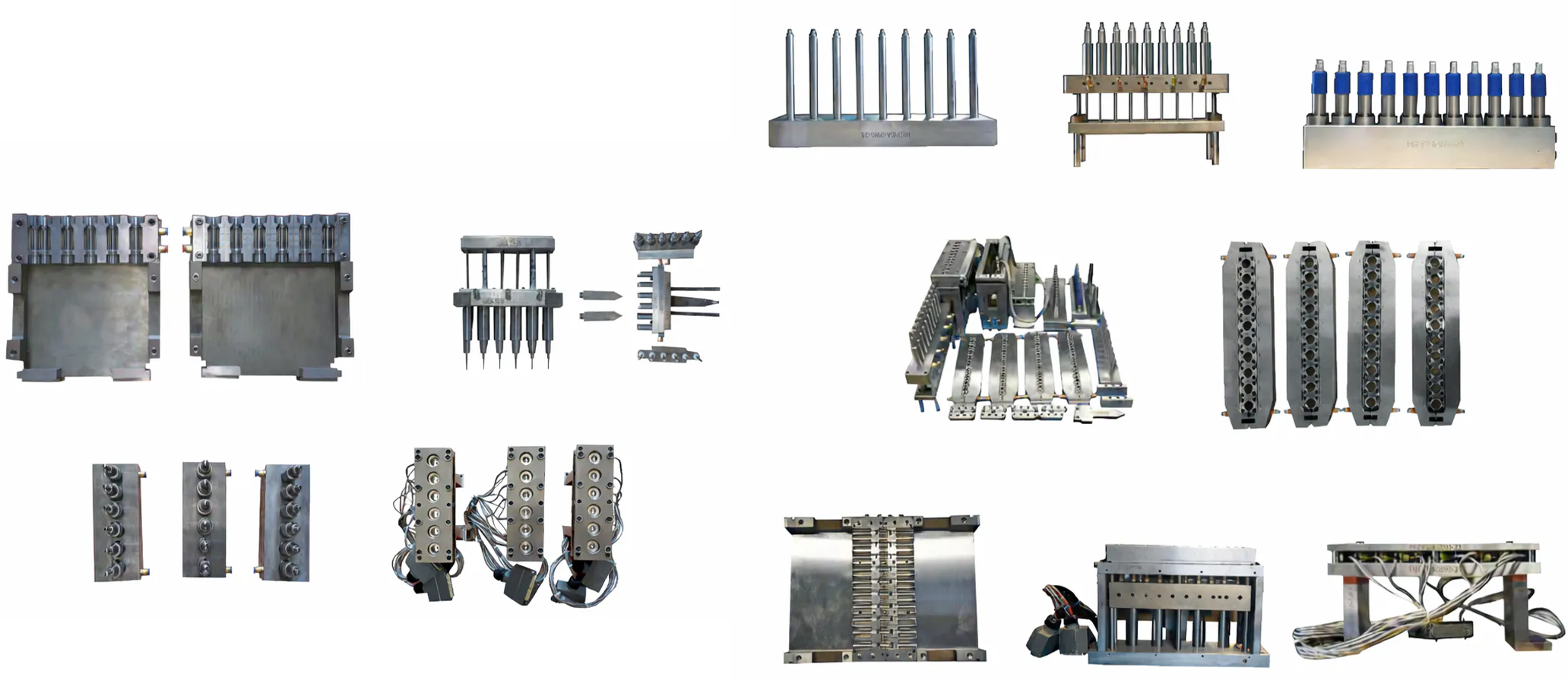
Кожен Одноступенева інжекційна розтяжна видувальна форма постачається у вигляді комплекту, що підібрано за розмірами — прес-форма для лиття під тиском, видування форми, вузол розтягувального стрижня та кондиціонуючий сердечник — оброблені для спільної роботи без польових прокладок або коригування після доставки. Це усуває зсув вирівнювання заготовки та видуву, який є найпоширенішою причиною зміни товщини стінки та нецентрованих основ у виробництві ISBM. Для клієнтів у Колумбії та Латинській Америці, які експлуатують лінії з виробництва пляшок з високим вмістом суміші, отримання попередньо перевіреного комплекту значно скорочує час перемикання між артикулами продукції.
Наші комплекти прес-форм слугують практичною та економічно ефективною заміною оснащення ASB та AOKI без необхідності модифікації верстата. Розмірні інтерфейси — схема кріплення плити, крок серцевини шийки, геометрія лінії розрізу видувної порожнини — відповідають оригінальним специфікаціям верстата. Заводи, які вже використовують японське обладнання, отримують доступ до конкурентоспроможних варіантів заміни прес-форм з такою ж розмірною взаємозамінністю, що забезпечує безперервність виробництва та водночас значно знижує витрати на закупівлю оснащення порівняно з пошуком оригінальних деталей від виробників верстата.
Вставки для порожнин під тиском виготовляються з попередньо загартованої інструментальної сталі H13 або P20 твердістю 48–52 HRC, а потім поліруються до Ra ≤ 0,05 мкм для забезпечення найвищої оптичної чіткості. Половинки видувних форм виготовляються з авіаційного алюмінію 7075 з твердо анодованими поверхнями, що поєднує термічну ефективність зі стійкістю до подряпин. Кільця горловини з нержавіючої сталі S136 прецизійно шліфуються з точністю ±0,01 мм по діаметру ущільнення. Ця програма матеріалів та обробки гарантує, що якість поверхні контейнера та розмірна здатність обробки горловини зберігаються протягом мільйонів виробничих циклів без поступової деградації порожнини.
Від прототипу з однією порожниною до високопродуктивного виробничого інструменту з 12 порожнинами, наш асортимент прес-форм для лиття під тиском масштабується відповідно до потужності машини та виробничих потреб. Модульна конструкція вставок для порожнин означає, що для певних сімейств шийок та контейнерів одну й ту саму основу форми можна переналаштувати з різними вставками для порожнин, коли змінюються специфікації продукту, що зменшує інвестиції в інструменти, необхідні для оновлення дизайну контейнера брендом упаковки. Доступні однорядні та дворядні конфігурації для машин, які підтримують паралельне вирівнювання преформ.
Кожен комплект прес-форм розроблений для конкретного матеріалу, який замовник планує використовувати — PET, PETG, PETE, високопрозорий PP, PCTG, SAN, PC, PMMA, PS або TRITAN (без BPA). Геометрія затвора, балансування жолоба, вентиляція порожнини та схема охолодження оптимізуються на етапі проектування для вибраного типу смоли. Ця гнучкість означає, що одна програма прес-форм може задовольнити потреби від стандартних PET-пляшок для води до медичних фармацевтичних контейнерів з PC та пляшок для дитячих продуктів без BPA, і все це в рамках однієї виробничої технологічної платформи без шкоди для процесу.
4. Матеріали для прес-форм та будівельні стандарти
Довговічність та якість продукції будь-якої форми для лиття під тиском з розтягуванням визначаються в першу чергу на етапі вибору матеріалу. Неякісна сталь, недостатня термічна обробка або неточні допуски обробки призводять до передчасного зносу порожнини, осипання на лінії розриву та невідповідності розмірів заготовки задовго до того, як форма досягне свого передбачуваного терміну служби. Наші стандарти будівництва форм охоплюють кожен критичний параметр матеріалу та процесу в ланцюжку постачання інструменту, від закупівлі сирої сталі до остаточної перевірки розмірів перед відправкою.
Вставки для інжекційних порожнин виготовляються з інструментальної сталі H13 для гарячої обробки (еквівалент DIN 1.2344) або попередньо загартованої сталі P20 (DIN 1.2311) залежно від обсягу виробництва та типу смоли. H13 вибирається для великосерійного виробництва та інженерних смол, таких як PC та PPSU, що вимагають високого тиску впорскування та підвищених температур форми; P20 підходить для косметичного застосування PET та PETG при помірному тиску. Обидві сталі проходять вакуумну термічну обробку та подвійний відпуск для рівномірної твердості. Половинки видувних форм з авіаційного алюмінію 7075-T6 мають теплопровідність приблизно в п'ять разів більшу, ніж сталь, що безпосередньо призводить до скорочення часу охолодження за цикл та покращеного контролю кристалічності стінки контейнера. Кільця горловини та штифти сердечника, що визначають різьбу та геометрію ущільнення, виготовляються із загартованої нержавіючої сталі S136 (аналогічно модифікованій AISI 420) для стійкості до корозії від вологи та газів розкладання полімерів. Розтяжні стрижні шліфуються з наскрізного загартованого прутка нержавіючої сталі з допуском розмірів ±0,01 мм з шорсткістю поверхні Ra ≤ 0,2 мкм, щоб мінімізувати тертя під час осьового проникнення заготовки.
| Компонент прес-форми | Матеріал | Твердість | Оздоблення поверхні | Ключові нотатки |
|---|---|---|---|---|
| Вставка для порожнини для ін'єкцій | Інструментальна сталь H13 / P20 | 48–52 HRC (H13) / 28–34 HRC (P20) | Дзеркальна поліровка Ra ≤ 0,05 мкм | Вакуумна термічна обробка, подвійне загартування |
| Порожнина видувної форми | Алюмінієвий сплав 7075-T6 | НВ 150–175 | Тверде анодування 25–30 мкм | Висока теплопровідність, швидкий цикл охолодження |
| Кільце для шиї / різьбовий сердечник | Нержавіюча сталь S136 | 50–52 HRC | Глянцевий лак | Корозійностійкий, шліфований, діаметр ущільнення ±0,01 мм |
| Розтяжний стрижень | Загартована нержавіюча сталь | 52–55 HRC | Заземлення Ra ≤ 0,2 мкм | Допуск розмірів ±0,01 мм |
| Основа форми / Рама | Сталь 45# (знята з напружень) | HRC 28–34 | Чорна оксидна / нікелева пластина | Оброблено на верстаті з ЧПК після відпалу для зняття напруги |
| Кондиціонування Core | Берилій-мідь / H13 | HRC 36–40 | Полірований | Висока теплопровідність для рівномірного регулювання температури |
5. Модель машини та кількість порожнин форми. Технічні характеристики
У таблицях нижче наведено максимальні розміри контейнерів, яких можна досягти для кожної кількості порожнин для трьох основних моделей машин. Ці цифри представляють межі проектування, в яких можна розробляти профілі контейнерів на замовлення. Фактичні розміри конкретної пляшки залежать від коефіцієнта розтягування, матеріалу та цільової товщини стінки. Наші інженери з прес-форм перевіряють кожен індивідуальний проект на відповідність цим обмеженням, перш ніж розпочати виготовлення оснастки, гарантуючи, що специфікація контейнера може бути досягнута на зазначеній платформі верстата, перш ніж розпочати різання сталі.
EP-BPET-70V4 — Розміри порожнини прес-форми
| Параметр | Одиниця | 1 Порожнина | 2 порожнини | 3 порожнини | 4 порожнини | 5 порожнин | 6 порожнин |
|---|---|---|---|---|---|---|---|
| Макс. зовнішня шийка | мм | 80 | 60 | 45 | 34 | 30 | 20 |
| Макс. діаметр корпусу | мм | 116 | 99 | 75 | 66 | 50 | 44 |
| Макс. висота | мм | 300 | 300 | 300 | 200 | 200 | 200 |
| Макс. гучність | мл | 2,500 | 2,300 | 1,000 | 500 | 300 | 150 |
EP-BPET-125V4 — Розміри порожнини прес-форми
| Параметр | Одиниця | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Макс. зовнішня шийка (мм) | мм | 148 | 120 | 99 | 94 | 73 | 57 | 42 | 36 | 34 | 26 | 23 | 18 |
| Макс. діаметр корпусу (мм) | мм | 204 | 152 | 130 | 120 | 98 | 78 | 66 | 54 | 53 | 44 | 40 | 37 |
| Макс. висота (мм) | мм | 300 | 300 | 300 | 300 | 300 | 250 | 250 | 250 | 250 | 250 | 250 | 250 |
| Макс. об'єм (мл) | мл | 5,000 | 3,000 | 2,000 | 1,000 | 800 | 600 | 450 | 400 | 300 | 250 | 200 | 100 |
Видувна машина для лиття під тиском EP-BPET-125-V4 | 4 станції
EP-BPET-94V3 — Розміри порожнини прес-форми
| Параметр | Одиниця | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|---|
| Макс. зовнішня шийка (мм) | мм | 110 | 109 | 89 | 70 | 42 | 34 | 30 | 24 |
| Макс. діаметр корпусу (мм) | мм | 149 | 130 | 130 | 100 | 80 | 66 | 54 | 48 |
| Макс. висота (мм) | мм | 300 | 300 | 300 | 300 | 250 | 250 | 200 | 200 |
| Макс. об'єм (мл) | мл | 4,500 | 2,500 | 2,500 | 1,500 | 800 | 500 | 300 | 200 |
Машина для лиття під тиском з розтягуванням EP-BPET-94-V3 | 3 станції

6. Сценарії застосування
Універсальність Одноступенева інжекційна розтяжна видувальна форма робить його інструментарієм вибору в широкому спектрі секторів упаковки. Наведені нижче області застосування представляють основні комерційні способи використання цих комплектів прес-форм у виробничих середовищах Колумбії, Латинської Америки та за кордоном.
Упаковка для косметики та засобів особистої гігієни
Флакони преміум-класу для сироваток, контейнери для лосьйонів, ємності для шампунів та упаковка для тональних кремів вимагають найвищої оптичної чіткості та найточнішої обробки горловини, яку може забезпечити процес лиття під тиском з розтягуванням. Дзеркально поліровані порожнини для лиття під тиском H13 та серцевини горловини S136 у наших комплектах прес-форм забезпечують візуальну якість та повторюваність розмірів, яких вимагають специфікації власників брендів. Формули PETG та PCTG, що покращують глибину кольору та ударостійкість, повністю підтримуються конструкцією затвора та охолодження, що відповідає специфікаціям матеріалу.
Фармацевтична та медична упаковка
Флакони для очних крапель, контейнери для сиропу, банки для таблеток та інфузійні флакони вимагають виробництва без забруднення та ретельного контролю розмірів на кінці горловини, щоб гарантувати герметичність закупорки. Герметичний одноетапний процес на одній машині виключає проміжне оброблення заготовок, що є основним ризиком забруднення у двоетапних системах. Матеріали PC та PPSU для багаторазових медичних контейнерів відповідають вимогам відповідної сталі для порожнин, конструкції затвора та температури обробки, що підлягає документації для фармацевтичних регуляторних органів.
Контейнери для їжі та напоїв
ПЕТ-пляшки для води, контейнери для соків, пляшки для приправ та широкогорлі банки харчового класу є одними з найбільш об'ємних застосувань для одностадійного виготовлення оснастки ISBM. Наша конструкція прес-форми досягає двоосьової молекулярної орієнтації, необхідної для належної міцності при верхньому навантаженні та бар'єрних характеристик харчового ПЕТ. Конфігурації широкогорлих банок діаметром корпусу до 204 мм доступні на платформі BPET-125V4 зі скоригованою кількістю порожнин, що дозволяє виробляти харчові контейнери, які неможливо було б досягти на машинах меншого формату.
Пляшечки для немовлят та немовлят
Дитячі пляшечки та стаканчики для годування виготовляються з матеріалів, що не містять бісфенолу А — TRITAN, PPSU або харчового полікарбонату — у поєднанні з надзвичайно точними розмірами горлечка, щоб забезпечити сумісність зі стандартними кришками для сосків для годування. Наші прес-форми для дитячих виробів розроблені з особливою увагою до мінімізації залишків від отвору: внутрішня частина контейнера має бути гладкою, такою, що миється, та не містити будь-яких залишків матеріалу, які можуть містити бактерії. Документація, що підтверджує відповідність вимогам щодо відсутності бісфенолу А та сертифікацію безпеки харчових продуктів, надається з кожним набором прес-форм для дитячих виробів.
Контейнери для побутової та промислової хімії
Формули PETG та PP для побутової хімії, автомобільних рідин та сільськогосподарських хімікатів висувають високі вимоги до хімічної стійкості та точності зон герметизації горловини, де з'єднуються кришки із захистом від дітей. Наші оптимізовані для PP прес-форми включають спеціально налаштовані профілі температури гарячого каналу та вентиляцію порожнини для обробки характеристик текучості напівкристалічного поліпропілену — матеріалу, який поводиться суттєво інакше, ніж PET в одностадійному процесі ISBM, і вимагає спеціальної розробки інструментів, а не адаптації стандартного PET-інструменту.
Компоненти для ремесел, спеціальної форми та світлодіодні компоненти
Одноетапний процес ISBM унікально дозволяє стабільно виробляти необертально симетричні контейнери — квадратні пляшки, овальні перетини, трикутні профілі та нестандартні рельєфні форми, — яких важко надійно досягти на двостадійних системах через складність вирівнювання заготовки та видування. Компоненти світлодіодних абажурів та декоративні контейнери для виробів, виготовлені з полістиролу або поліметилметакрилату, є одними зі спеціалізованих застосувань, для яких використовується наша інструментальна оснастка для лиття під тиском з видуванням нестандартного профілю, де команда інженерів-форм працює з наданими замовником файлами геометрії або фізичними зразками.
7. Нормативні та галузеві стандарти для пластикової упаковки ISBM
Покупці інструментів для лиття під тиском та вироблених з їх допомогою пластикових контейнерів працюють у складному регуляторному середовищі, що охоплює безпеку контакту з харчовими продуктами, відповідність фармацевтичній упаковці, екологічну політику та промислову безпеку. Наведений нижче огляд охоплює ключові застосовні стандарти на основних ринках, що стосуються наших клієнтів, з особливою увагою до Колумбії та регіону Латинської Америки, де обізнаність щодо регуляторних вимог є дедалі важливішою як для постачальників упаковки, так і для власників брендів.
| Юрисдикція | Стандарт / Регламент | Відповідність упаковці ISBM |
|---|---|---|
| Колумбія | INVIMA Resolución 683/2012 (контакт з харчовими продуктами NTC) | Регулює використання пластмас, що контактують з харчовими продуктами; контейнери з ПЕТ, ПЕТГ, ПП вимагають декларування матеріалів та проведення випробувань на міграцію згідно зі стандартами ICONTEC NTC |
| Колумбія | Пластикові відходи Ley 1672 de 2013 / Ley 1466 de 2011 | Пропагує перероблювану мономатеріальну упаковку; ПЕТ-тари, вироблені ISBM, повністю підлягають переробці, що забезпечує дотримання вимог розширеної відповідальності виробника. |
| Колумбія | Указ 1596 від 2015 року / RETIE | Вимоги до електробезпеки та захисту машин застосовуються до машин ISBM та допоміжного обладнання, що працює на колумбійських об'єктах. |
| Європейський Союз | Регламент (ЄС) № 1935/2004 – Матеріали, що контактують з харчовими продуктами | Регулює всі матеріали, що контактують з харчовими продуктами; вимагає документації постачальника та відстеження всіх пластикових компонентів, включаючи ПЕТ-контейнери ISBM для використання в харчових продуктах або напоях. |
| Європейський Союз | Регламент ЄС 10/2011 – Пластикові матеріали, що контактують з харчовими продуктами | Питомі межі міграції для пластикових добавок; загальна межа міграції ≤ 10 мг/дм² застосовується до ПЕТ та ПП смол, що використовуються в ISBM; постачальники форм повинні забезпечити, щоб матеріали для порожнин не вносили забруднення. |
| США | FDA 21 CFR Частина 177 – Непрямі харчові добавки: Полімери | Стандарти на смоли в харчовій упаковці, включаючи ПЕТ (177.1630) та ПП (177.1520); актуальні, коли контейнери ISBM експортуються або використовуються на ринку Сполучених Штатів. |
| Бразилія | ANVISA RDC 327/2019 – Пластикова упаковка | Бразильський регулятор охорони здоров'я вимагає схвалення пластмас, що контактують з харчовими продуктами; контейнери ISBM, що експортуються до Бразилії, повинні використовувати смоли, перелічені ANVISA, з документацією про відповідність. |
| Фармацевтичний глобальний | ICH Q8 / USP Пластикова фармацевтична упаковка | Визначає випробування екстрагованих та вилуговуваних речовин для фармацевтичних контейнерів; фармацевтичне прес-формування ISBM мінімізує залишки від затвора та шорсткість внутрішньої поверхні для зменшення ризику екстракції |
| Міжнародний | ISO 9001:2015 – Система управління якістю | Все частіше вимагається від постачальників прес-форм як передумова кваліфікації міжнародними виробниками упакованих товарів |
| Міжнародний | ISO 15750 / ISO 22000 (Управління безпекою харчових продуктів) | Стандарти системи управління безпекою харчових продуктів; документація щодо якості прес-форм підтримує аудити сертифікації ISO 22000 клієнтів на фабриках з виробництва упаковки для харчових продуктів та напоїв |
8. Про нас
Ми створили надійний ланцюг поставок, який гарантує стабільність роботи машин, енергоефективність та комплексне обслуговування в одному місці для наших глобальних партнерів. Наша професійна команда обслуговування складається з досвідчених фахівців галузі, які надають комплексну підтримку, від проектування прес-форм та відбору зразків прототипів до встановлення на місці та навчання персоналу. Для латиноамериканського ринку, зокрема Колумбії, ми розуміємо важливість економічної ефективності без шкоди для точності. Наша машина є чудовою заміною для ливарних машин ASB з розтягуванням та видуванням під тиском та інших японських брендів, пропонуючи порівнянну продуктивність при капітальних витратах приблизно 351 т/400 тонн, а також швидші терміни виконання робіт та локалізовану технічну підтримку.
Семінар




9. Супутні продукти та компоненти системи
На додаток до Одноступенева інжекційна розтяжна видувальна форма комплекти та верстати ISBM, ми пропонуємо ширший асортимент прецизійних механічних компонентів та продуктів для систем приводів, які підтримують повне будівництво пакувальних ліній та їх постійне обслуговування. Наша універсальна система постачання зменшує складність закупівель для клієнтів, які будують або модернізують виробничі лінії по всій Колумбії та ширшому латиноамериканському ринку.
Жорсткі муфти та компоненти валів
Прецизійні механічні муфти для з'єднання приводних валів на пакувальному та конвеєрному обладнанні вимагають тих самих стандартів точності розмірів, що й прес-форми. Ми постачаємо жорсткі та гнучкі з'єднувальні вироби, сумісні з конфігураціями приводів, поширеними на машинах ISBM та лініях розливу та етикетування. Ознайомтеся з нашим асортиментом жорстких муфт

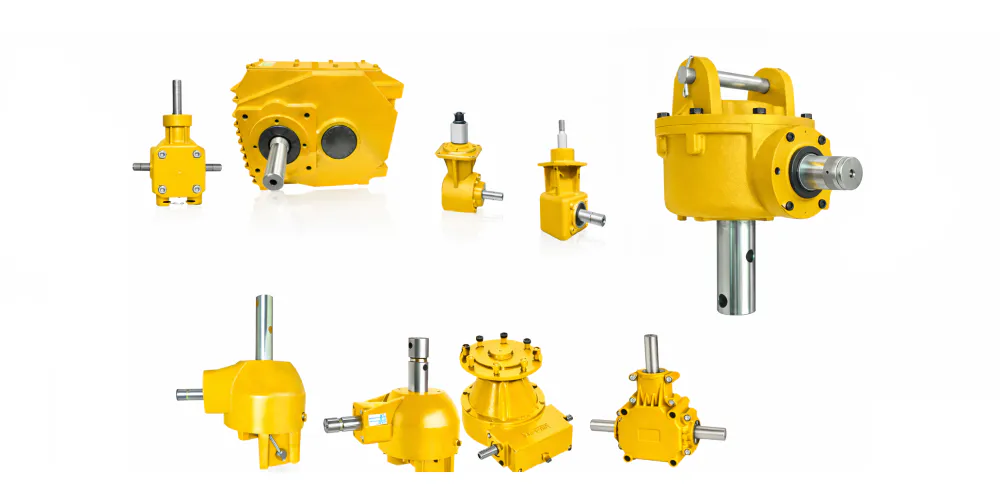
Коробки передач та редуктори швидкості
Привідні редуктори та прецизійні редуктори швидкості є невід'ємною частиною конвеєрних систем, приводів поворотних столів та допоміжного вантажно-розвантажувального обладнання, що оточує виробничі лінії ISBM. Ми підтримуємо можливості постачання високопродуктивних редукторів, які доповнюють наші пропозиції щодо прес-форм та верстатів, підтримуючи клієнтів, яким потрібне єдине джерело як інструментів, так і компонентів механічного приводу. Перегляньте наш каталог коробок передач
Часті запитання
Редактор: PXY
Супутні товари
-

Одноступінчаста машина для лиття під тиском з розтягуванням EP-HGY50-V3-EV з 3 станціями
-

EP-HGYS200-V4-B-Літійно-роздувна машина для формування з розтягуванням-чотирма станціями
-

Одноступінчаста машина для лиття під тиском з розтягуванням EP-HGYS150-V4 з 4 станціями
-

Машина для лиття під тиском з розтягуванням EP-BPET-94-V3 | 3 станції























