

Stampaggio a iniezione-soffiaggio EP in un'unica fase
L'EP Stampaggio a iniezione-stiro-soffiaggio in un'unica fase Si tratta di un set di stampi di precisione che copre l'intera sequenza produttiva su macchine ISBM a un solo stadio, dall'iniezione della preforma al condizionamento termico, fino allo stampaggio a soffiaggio e all'espulsione del contenitore. Disponibili in configurazioni da 1 a 12 cavità per ciclo, questi set di stampi supportano volumi di contenitori da 20 ml a 5.000 ml e sono progettati per servire sia piccole produzioni speciali che operazioni di confezionamento commerciale ad alto volume. Ogni set è lavorato con precisione in componenti abbinati per garantire uniformità dimensionale, spessore uniforme delle pareti e qualità riproducibile dei contenitori fin dal primo ciclo di produzione.
1. Vantaggi della nostra macchina ISBM e dei suoi stampi
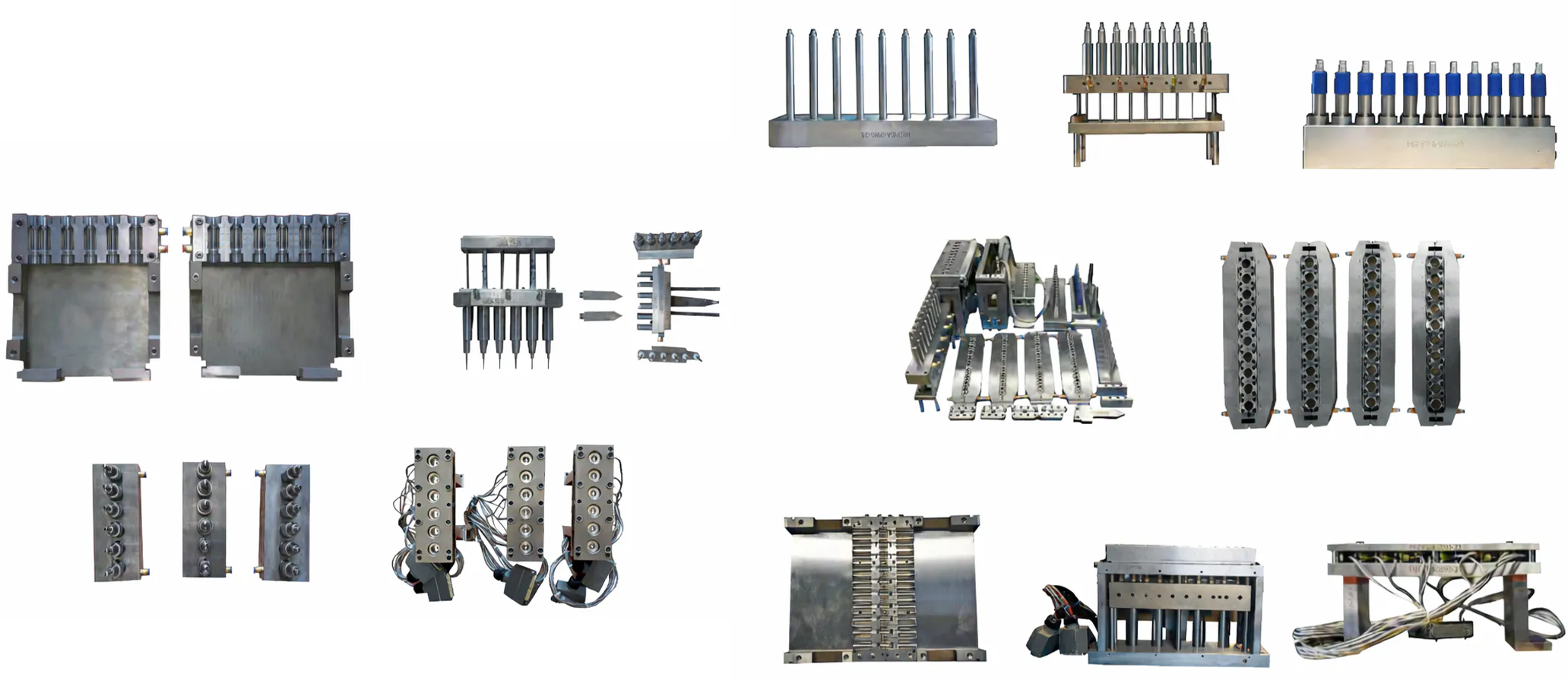
IL Stampaggio a iniezione-stiro-soffiaggio in un'unica fase Non si tratta di un singolo strumento isolato, bensì di un sistema di stampaggio completo e integrato, comprendente lo stampo per preforme a iniezione, il set di cavità per lo stampo a soffiaggio, il gruppo di barre di stiramento e, laddove la piattaforma della macchina lo richieda, il set di anime per il condizionamento della temperatura. Tutti i componenti sono progettati e calibrati insieme in modo che la geometria della preforma creata nella stazione di iniezione venga trasferita direttamente e in modo prevedibile alla stazione di soffiaggio. Questa integrazione definisce gli stampi ISBM a un solo stadio ed è il motivo per cui le dimensioni del contenitore, la precisione della finitura del collo e l'uniformità dello spessore della parete superano costantemente i risultati tipicamente ottenuti dai sistemi di riscaldamento a due stadi in ambienti di produzione reali. La nostra fabbrica vanta oltre vent'anni di esperienza nella progettazione e produzione di stampi, avendo fornito set di stampi a clienti che gestiscono linee di confezionamento per cosmetici, prodotti farmaceutici, alimentari e bevande in diversi continenti, tra cui una base di acquirenti industriali in espansione in Colombia e America Latina.
La compatibilità è un criterio di progettazione primario per l'intera gamma di stampi per stampaggio a iniezione-soffiaggio. Le configurazioni standard sono realizzate appositamente per le nostre serie di macchine BPET-70V4, BPET-94V3 e BPET-125V4. Produciamo anche set di stampi di ricambio dimensionalmente compatibili con Macchine giapponesi tipo ASB-12M e AOKI-250 — una soluzione pratica per i clienti che utilizzano attrezzature obsolete e desiderano aggiornare gli utensili senza sostituire la macchina stessa. La progettazione di cavità personalizzate, geometrie di finitura del collo uniche e forme di contenitori non standard vengono gestite dal nostro reparto di ingegneria degli stampi, dotato di centri di lavoro CNC e attrezzature EDM per lavorare a partire da file 3D forniti dal cliente o campioni fisici di bottiglie.
La qualità nella fase di selezione e trattamento termico dell'acciaio è ciò che distingue gli stampi di produzione di lunga durata da quelli che richiedono riparazioni premature. Gli inserti della cavità di iniezione sono lavorati in acciaio per utensili pre-temprato P20 o H13 con superfici della cavità lucidate a specchio, garantendo la trasparenza ottica richiesta dai contenitori cosmetici e farmaceutici di alta qualità. Le metà dello stampo per soffiaggio sono realizzate in lega di alluminio di grado aeronautico con anodizzazione dura, selezionata per la sua conduttività termica, la leggerezza che consente rapidi cambi stampo e l'adeguata durezza per un funzionamento ad alto ciclo. Le basi dello stampo vengono distese prima della lavorazione finale per eliminare le tensioni residue che potrebbero causare derive dimensionali nel corso di una produzione prolungata. Il risultato è un programma di stampi che risponde pienamente alle esigenze dei clienti dei mercati competitivi che necessitano di produrre in modo costante e redditizio i propri prodotti mediante stampaggio a iniezione-soffiaggio.
2. Come funziona lo stampo a iniezione-soffiaggio in un'unica fase
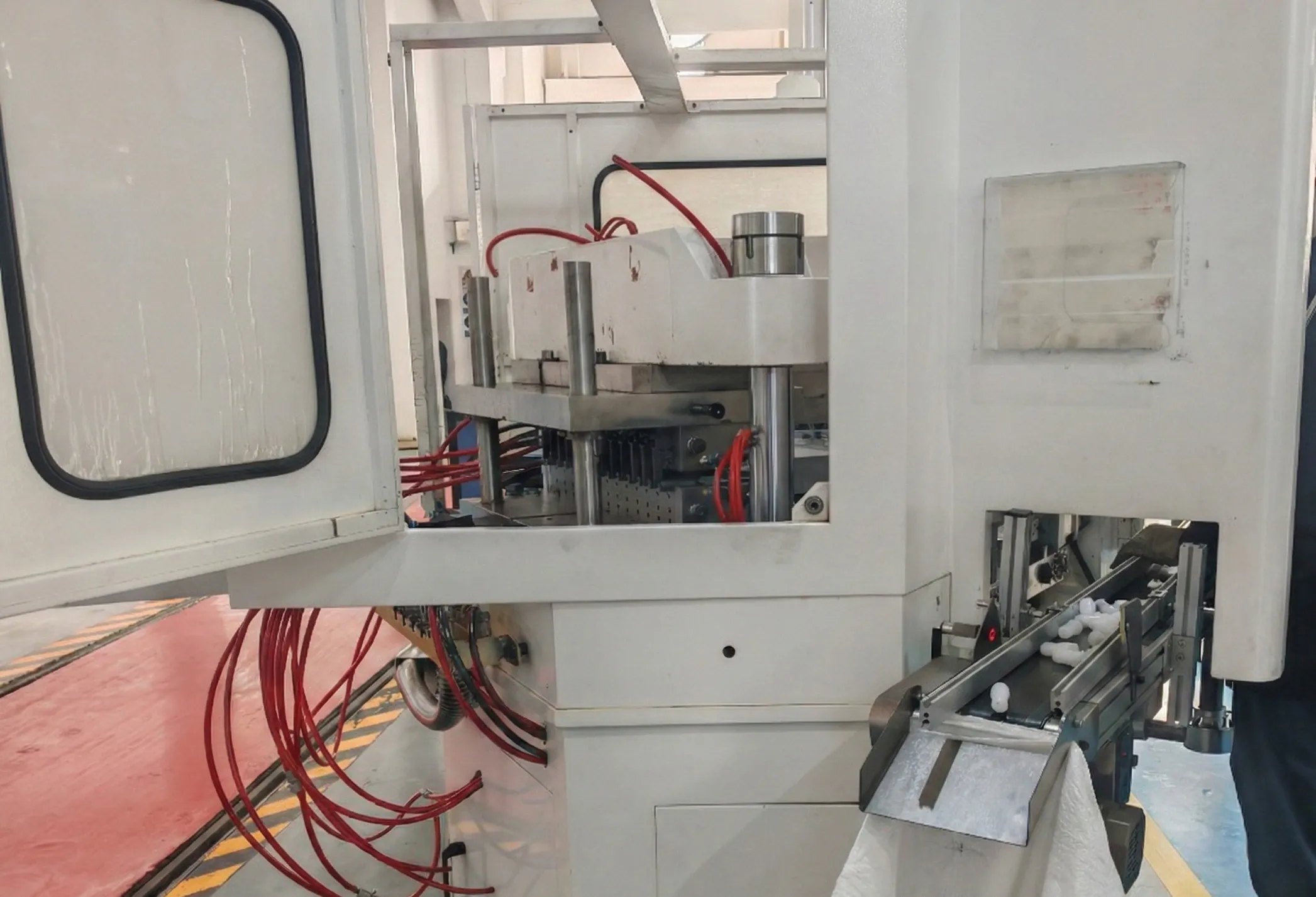
Comprendere come funziona il sistema di stampi all'interno del sistema complessivo processo di stampaggio a iniezione e stiro-soffiaggio Questo chiarisce perché la precisione degli utensili sia così fondamentale per i risultati di produzione. Su una macchina a 3 stazioni, il ciclo si svolge come segue: alla Stazione 1, lo stampo a iniezione si chiude attorno al canale caldo, la resina fusa viene iniettata per formare la preforma e la finitura del collo viene definita dimensionalmente con tolleranze tipicamente inferiori a ±0,05 mm: ogni passo della filettatura, superficie di tenuta e geometria antimanomissione viene stabilita in questa singola stazione. La preforma viene trasportata sui nuclei del collo alla Stazione 2, dove viene rifilata o condizionata termicamente, e da lì alla Stazione 3, dove lo stampo di soffiaggio si chiude attorno ad essa. Un'asta di stiramento scende assialmente, allungando la preforma, mentre la pressione radiale di soffiaggio espande simultaneamente la parete contro la superficie della cavità per ottenere la forma del contenitore. Sulle macchine a 4 stazioni, la stazione di condizionamento aggiuntiva tra iniezione e soffiaggio consente un equilibrio termico più preciso, motivo per cui le configurazioni a 4 stazioni possono gestire in modo affidabile contenitori a parete spessa o a bocca larga che rappresenterebbero una sfida per una configurazione a 3 stazioni.
Le prestazioni della bottiglia finita – trasparenza, uniformità dello spessore delle pareti, resistenza al carico dall'alto e proprietà di barriera – dipendono direttamente dalla progettazione dello stampo. La rugosità della superficie della cavità determina la trasparenza ottica; la configurazione dei canali di raffreddamento determina il tempo di ciclo e la cristallinità; il profilo dello spessore delle pareti della preforma determina la distribuzione del materiale durante lo stiramento biassiale. Uno stampo a iniezione-stiramento ben progettato non è quindi solo uno strumento di formatura, ma un componente di processo di precisione. Il nostro team di ingegneri degli stampi modella il flusso del materiale, la distribuzione dello stiramento e il comportamento del raffreddamento prima di procedere al taglio dell'acciaio, in modo che lo stampo fisico si comporti come previsto fin dalla prima prova, anziché dopo molteplici cicli di costose rilavorazioni.

3. Cinque vantaggi chiave del prodotto
Ogni Stampaggio a iniezione-stiro-soffiaggio in un'unica fase Viene fornito come un set abbinato dimensionalmente validato – stampo a iniezione, stampo a soffiaggio, gruppo asta di stiramento e nucleo di condizionamento – lavorato per funzionare insieme senza spessori in loco o regolazioni post-consegna. Ciò elimina la deriva di allineamento tra preforma e soffiaggio che è la causa più comune di variazione dello spessore della parete e basi decentrate nella produzione ISBM. Per i clienti in Colombia e America Latina che gestiscono linee di imbottigliamento ad alta varietà, ricevere un set abbinato pre-validato riduce drasticamente i tempi di cambio formato quando si passa da una SKU di prodotto all'altra.
I nostri set di stampi rappresentano una soluzione pratica ed economica per sostituire gli utensili ASB e AOKI senza richiedere modifiche alla macchina. Le interfacce dimensionali (schema di montaggio del piano, passo del nucleo del collo, geometria della linea di separazione della cavità di soffiaggio) corrispondono alle specifiche originali della macchina. Gli stabilimenti che già utilizzano macchinari giapponesi possono accedere a opzioni di stampi di ricambio a prezzi competitivi con la stessa intercambiabilità dimensionale, garantendo la continuità della produzione e riducendo significativamente i costi di approvvigionamento degli utensili rispetto all'acquisto di componenti OEM dai produttori originali delle macchine.
Gli inserti della cavità di iniezione sono ricavati da acciaio per utensili pre-temprato H13 o P20 a 48-52 HRC, quindi lucidati a Ra ≤ 0,05 μm per una trasparenza ottica di alta qualità. Le metà dello stampo per soffiaggio sono prodotte in alluminio aeronautico 7075 con superfici anodizzate dure che combinano efficienza termica e resistenza ai graffi. Gli anelli del collo in acciaio inox S136 sono rettificati con precisione a ±0,01 mm sul diametro di tenuta. Questo programma di materiali e finiture garantisce che la qualità della superficie del contenitore e la capacità dimensionale della finitura del collo siano mantenute per milioni di cicli di produzione senza un progressivo degrado della cavità.
Dagli stampi prototipo a cavità singola agli stampi di produzione ad alta produttività a 12 cavità, la nostra gamma di stampi per stampaggio a iniezione e soffiaggio si adatta alla capacità della macchina e alle esigenze di produzione. Il design modulare degli inserti delle cavità consente di riconfigurare la stessa base dello stampo con inserti di cavità diversi per determinate finiture del collo e famiglie di contenitori, in caso di modifiche alle specifiche del prodotto, riducendo così l'investimento in attrezzature necessario quando un marchio di packaging aggiorna il design dei propri contenitori. Sono disponibili configurazioni a fila singola e a doppia fila per macchine che supportano layout di allineamento parallelo delle preforme.
Ogni set di stampi è progettato per lo specifico materiale che il cliente intende utilizzare: PET, PETG, PETE, PP ad alta trasparenza, PCTG, SAN, PC, PMMA, PS o TRITAN (senza BPA). La geometria del punto di iniezione, il bilanciamento dei canali di colata, lo sfiato della cavità e la configurazione del raffreddamento sono tutti ottimizzati in fase di progettazione per il tipo di resina prescelto. Questa flessibilità consente a un unico programma di stampi di soddisfare esigenze che vanno dalle bottiglie d'acqua standard in PET ai contenitori farmaceutici in PC di grado medicale e ai biberon per prodotti per l'infanzia senza BPA, il tutto all'interno di un'unica piattaforma tecnologica di produzione senza compromettere il processo.
4. Materiali e standard costruttivi degli stampi
La durata e la qualità di produzione di qualsiasi stampo per stampaggio a iniezione-soffiaggio sono determinate innanzitutto dalla fase di selezione del materiale. Acciaio di qualità inferiore, trattamento termico inadeguato o tolleranze di lavorazione imprecise causano usura prematura della cavità, bave sulla linea di separazione e dimensioni incoerenti delle preforme ben prima che lo stampo raggiunga la sua vita utile prevista. I nostri standard di costruzione degli stampi prendono in considerazione ogni parametro critico di materiale e processo nella catena di fornitura degli utensili, dall'approvvigionamento dell'acciaio grezzo fino al controllo dimensionale finale prima della spedizione.
Gli inserti della cavità di iniezione sono ricavati da acciaio per utensili a caldo H13 (equivalente a DIN 1.2344) o da acciaio pre-temprato P20 (DIN 1.2311), a seconda del volume di produzione e del tipo di resina. L'acciaio H13 è scelto per le produzioni ad alto volume e per resine tecniche come PC e PPSU, che richiedono un'elevata pressione di iniezione e temperature di stampaggio elevate; il P20 è adatto per applicazioni cosmetiche con PET e PETG a pressioni moderate. Entrambi gli acciai sono sottoposti a trattamento termico sottovuoto e doppia tempra per garantire una durezza uniforme. Le metà dello stampo per soffiaggio in alluminio aeronautico 7075-T6 offrono una conduttività termica circa cinque volte superiore a quella dell'acciaio, il che si traduce direttamente in tempi di raffreddamento più brevi per ciclo e in un migliore controllo della cristallinità nella parete del contenitore. Gli anelli del collo e i perni del nucleo che definiscono la geometria della filettatura e della tenuta sono realizzati in acciaio inossidabile temprato S136 (simile all'AISI 420 modificato) per garantire la resistenza alla corrosione da umidità e gas di decomposizione del polimero. Le barre di trazione sono ricavate da barre di acciaio inossidabile temprato a cuore con una tolleranza dimensionale di ±0,01 mm e una rugosità superficiale Ra ≤ 0,2 μm per ridurre al minimo l'attrito durante la penetrazione assiale della preforma.
| Componente dello stampo | Materiale | Durezza | Finitura superficiale | Note principali |
|---|---|---|---|---|
| Inserto per cavità di iniezione | Acciaio per utensili H13 / P20 | 48–52 HRC (H13) / 28–34 HRC (P20) | Lucidatura a specchio Ra ≤ 0,05 μm | Trattamento termico sottovuoto, doppia tempra |
| Cavità dello stampo a soffiaggio | Lega di alluminio 7075-T6 | HB 150–175 | Anodizzazione dura 25–30 μm | Elevata conduttività termica, raffreddamento a ciclo rapido |
| Anello di fissaggio / Anima filettata | Acciaio inossidabile S136 | 50–52 HRC | Lucido ad alta brillantezza | Diametro di tenuta rettificato resistente alla corrosione ±0,01 mm |
| Asta elastica | acciaio inossidabile temprato | 52–55 HRC | Ra del terreno ≤ 0,2 μm | Tolleranza dimensionale ±0,01 mm |
| Base/telaio dello stampo | Acciaio 45# (trattato con distensione) | HRC 28–34 | Ossido nero / nichelatura | Lavorazione CNC dopo ricottura di distensione |
| Nucleo di condizionamento | Rame al berillio / H13 | HRC 36–40 | Lucido | Elevata conduttività termica per una regolazione uniforme della temperatura. |
5. Specifiche del modello della macchina e del numero di cavità dello stampo
Le tabelle seguenti elencano le dimensioni massime del contenitore ottenibili per ogni numero di cavità per i tre modelli di macchina principali. Questi valori rappresentano l'intervallo di progettazione entro il quale è possibile sviluppare profili di contenitori personalizzati. Le dimensioni effettive di una bottiglia specifica dipendono dal rapporto di stiramento, dal materiale e dallo spessore della parete desiderato. I nostri ingegneri specializzati in stampi esaminano ogni progetto personalizzato rispetto a questi limiti prima di procedere alla fabbricazione degli stampi, assicurandosi che le specifiche del contenitore siano realizzabili sulla piattaforma di macchina prescelta prima di iniziare il taglio dell'acciaio.
EP-BPET-70V4 — Dimensioni della cavità dello stampo
| Parametro | Unità | 1 carie | 2 carie | 3 carie | 4 carie | 5 carie | 6 carie |
|---|---|---|---|---|---|---|---|
| Collo massimo | mm | 80 | 60 | 45 | 34 | 30 | 20 |
| Diametro massimo del corpo | mm | 116 | 99 | 75 | 66 | 50 | 44 |
| Altezza massima | mm | 300 | 300 | 300 | 200 | 200 | 200 |
| Volume massimo | ml | 2,500 | 2,300 | 1,000 | 500 | 300 | 150 |
Macchina per stampaggio a iniezione e stiro-soffiaggio EP-BPET-70-V4 | 4 stazioni
EP-BPET-125V4 — Dimensioni della cavità dello stampo
| Parametro | Unità | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Diametro massimo del collo esterno (mm) | mm | 148 | 120 | 99 | 94 | 73 | 57 | 42 | 36 | 34 | 26 | 23 | 18 |
| Diametro massimo del corpo (mm) | mm | 204 | 152 | 130 | 120 | 98 | 78 | 66 | 54 | 53 | 44 | 40 | 37 |
| Altezza massima (mm) | mm | 300 | 300 | 300 | 300 | 300 | 250 | 250 | 250 | 250 | 250 | 250 | 250 |
| Volume massimo (ml) | ml | 5,000 | 3,000 | 2,000 | 1,000 | 800 | 600 | 450 | 400 | 300 | 250 | 200 | 100 |
Macchina per stampaggio a iniezione e stiro-soffiaggio EP-BPET-125-V4 | 4 stazioni
EP-BPET-94V3 — Dimensioni della cavità dello stampo
| Parametro | Unità | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|---|
| Diametro massimo del collo esterno (mm) | mm | 110 | 109 | 89 | 70 | 42 | 34 | 30 | 24 |
| Diametro massimo del corpo (mm) | mm | 149 | 130 | 130 | 100 | 80 | 66 | 54 | 48 |
| Altezza massima (mm) | mm | 300 | 300 | 300 | 300 | 250 | 250 | 200 | 200 |
| Volume massimo (ml) | ml | 4,500 | 2,500 | 2,500 | 1,500 | 800 | 500 | 300 | 200 |
Macchina per stampaggio a iniezione e stiro-soffiaggio EP-BPET-94-V3 | 3 stazioni

6. Scenari applicativi
La versatilità del Stampaggio a iniezione-stiro-soffiaggio in un'unica fase Ciò la rende la scelta ideale per un'ampia gamma di settori del packaging. Le aree di applicazione riportate di seguito rappresentano i principali utilizzi commerciali di questi set di stampi in ambienti produttivi in Colombia, America Latina e a livello internazionale.
Confezioni per cosmetici e prodotti per la cura della persona
Flaconi di siero di alta qualità, contenitori per lozioni, vasetti per shampoo e confezioni per fondotinta richiedono la massima trasparenza ottica e la più precisa finitura del collo che il processo di stampaggio a iniezione-soffiaggio possa offrire. Le cavità di iniezione H13 lucidate a specchio e i nuclei del collo S136 dei nostri stampi garantiscono la qualità visiva e la ripetibilità dimensionale richieste dalle specifiche dei proprietari dei marchi. Le formulazioni in PETG e PCTG che migliorano la profondità del colore e la resistenza agli urti sono pienamente supportate da un design del canale di iniezione e del raffreddamento specifico per il materiale.
Confezionamento di prodotti farmaceutici e medicali
Flaconi per collirio, contenitori per sciroppi, vasetti per compresse e flaconi per infusione richiedono una produzione priva di contaminazioni e un rigoroso controllo dimensionale della finitura del collo per garantire la tenuta stagna della chiusura. Il processo sigillato in un'unica macchina e in un'unica fase elimina la manipolazione di preforme intermedie, il principale rischio di contaminazione nei sistemi a due fasi. I materiali PC e PPSU per i contenitori medicali riutilizzabili sono compatibili con l'acciaio della cavità, il design del punto di iniezione e la documentazione della temperatura di processo specificati in modo appropriato per le richieste di autorizzazione regolatoria farmaceutica.
Contenitori per alimenti e bevande
Le bottiglie d'acqua in PET, i contenitori per succhi di frutta, le bottiglie per condimenti e i vasetti a bocca larga per alimenti sono tra le applicazioni a più alto volume per gli stampi ISBM a un solo passaggio. Il nostro design dello stampo raggiunge l'orientamento molecolare biassiale necessario per un'adeguata resistenza al carico superiore e prestazioni di barriera nel PET per uso alimentare. Sulla piattaforma BPET-125V4 sono disponibili configurazioni di vasetti a bocca larga fino a 204 mm di diametro del corpo con un numero di cavità regolabile, consentendo la produzione di contenitori per alimenti che non sarebbero realizzabili su macchine di formato più piccolo.
Biberon per prodotti per neonati e bambini
I biberon e le tazze per bambini richiedono materiali privi di BPA (TRITAN, PPSU o policarbonato per uso alimentare) e dimensioni del collo estremamente precise per garantire la compatibilità con le chiusure standard delle tettarelle. I nostri stampi per prodotti per l'infanzia sono progettati con particolare attenzione alla riduzione al minimo dei residui di materiale: l'interno del contenitore deve essere liscio, facile da pulire e privo di qualsiasi residuo che possa favorire la proliferazione batterica. La documentazione a supporto della conformità ai requisiti BPA e della certificazione di sicurezza alimentare è fornita con ogni set di stampi per prodotti per l'infanzia.
Contenitori per prodotti chimici domestici e industriali
Le formulazioni in PETG e PP per prodotti per la pulizia domestica, fluidi per autoveicoli e prodotti chimici per l'agricoltura impongono requisiti stringenti in termini di resistenza chimica e precisione delle zone di sigillatura del collo del flacone, dove si innestano le chiusure a prova di bambino. I nostri stampi ottimizzati per il PP incorporano profili di temperatura del canale caldo e sfiati della cavità specificamente calibrati per gestire le caratteristiche di flusso del polipropilene semicristallino, un materiale che si comporta in modo significativamente diverso dal PET nel processo ISBM a un solo stadio e richiede una progettazione degli stampi dedicata, anziché l'adattamento di stampi standard per PET.
Componenti artigianali, di forma speciale e a LED
Il processo ISBM a un solo stadio consente una produzione costante di contenitori non simmetrici dal punto di vista rotazionale, come bottiglie quadrate, sezioni ovali, profili triangolari e forme personalizzate in rilievo, difficili da ottenere in modo affidabile con sistemi a due stadi a causa della complessità dell'allineamento tra preforma e soffiaggio. Componenti per paralumi a LED e contenitori decorativi per il fai da te, realizzati in PS o PMMA, sono tra le applicazioni speciali servite dai nostri stampi per soffiaggio a iniezione con profilo personalizzato, dove il team di ingegneri degli stampi lavora a partire da file geometrici o campioni fisici forniti dal cliente.
7. Normative e standard di settore per gli imballaggi in plastica ISBM
Gli acquirenti di stampi per lo stampaggio a iniezione-soffiaggio e dei contenitori in plastica prodotti con essi operano in un contesto normativo complesso che disciplina la sicurezza a contatto con gli alimenti, la conformità degli imballaggi farmaceutici, la politica ambientale e la sicurezza industriale. La panoramica che segue illustra i principali standard applicabili nei mercati di riferimento per i nostri clienti, con particolare attenzione alla Colombia e all'America Latina, dove la conoscenza delle normative è sempre più importante sia per i fornitori di imballaggi che per i proprietari di marchi.
| Giurisdizione | Standard / Regolamento | Rilevanza per l'imballaggio ISBM |
|---|---|---|
| Colombia | INVIMA Risoluzione 683/2012 (contatto alimentare NTC) | Regolamenta le materie plastiche a contatto con gli alimenti; i contenitori in PET, PETG e PP richiedono la dichiarazione del materiale e test di migrazione secondo gli standard ICONTEC NTC. |
| Colombia | Ley 1672 del 2013 / Ley 1466 del 2011 sui rifiuti di plastica | Promuove imballaggi monomateriale riciclabili; i contenitori in PET prodotti da ISBM sono completamente riciclabili, a supporto del rispetto dei requisiti di responsabilità estesa del produttore. |
| Colombia | Decreto 1596 de 2015 / RETIE | Le norme di sicurezza elettrica e di protezione dei macchinari si applicano alle macchine ISBM e alle relative apparecchiature ausiliarie in funzione negli impianti colombiani. |
| Unione Europea | Regolamento (CE) n. 1935/2004 – Materiali a contatto con gli alimenti | Regolamenta tutti i materiali a contatto con gli alimenti; richiede la documentazione del fornitore e la tracciabilità per tutti i componenti in plastica, compresi i contenitori in PET ISBM per uso alimentare o per bevande. |
| Unione Europea | Regolamento UE 10/2011 – Materiali plastici a contatto con gli alimenti | Limiti di migrazione specifici per gli additivi plastici; il limite di migrazione complessivo ≤ 10 mg/dm² si applica alle resine PET e PP utilizzate nell'ISBM; i fornitori di stampi devono garantire che i materiali della cavità non introducano contaminazioni |
| U.S.A. | FDA 21 CFR Parte 177 – Additivi alimentari indiretti: Polimeri | Norme per le resine negli imballaggi alimentari, tra cui PET (177.1630) e PP (177.1520); rilevanti quando i contenitori ISBM vengono esportati o utilizzati nel mercato degli Stati Uniti. |
| Brasile | ANVISA RDC 327/2019 – Imballaggi in plastica | L'autorità sanitaria brasiliana impone l'approvazione delle materie plastiche a contatto con gli alimenti; i contenitori ISBM esportati in Brasile devono utilizzare resine elencate da ANVISA e corredate dalla relativa documentazione di conformità. |
| Farmaceutico Globale | ICH Q8 / USP Confezioni farmaceutiche in plastica | Definisce i test per le sostanze estraibili e rilasciabili nei contenitori farmaceutici; gli stampi farmaceutici ISBM riducono al minimo i residui del punto di iniezione e la rugosità della superficie interna per ridurre il rischio di estrazione. |
| Internazionale | ISO 9001:2015 – Sistema di gestione della qualità | Sempre più spesso richiesto ai fornitori di stampi come prerequisito di qualificazione dai produttori multinazionali di beni di consumo confezionati. |
| Internazionale | ISO 15750 / ISO 22000 (Gestione della sicurezza alimentare) | Standard del sistema di gestione della sicurezza alimentare; la documentazione sulla qualità degli stampi supporta gli audit di certificazione ISO 22000 dei clienti negli stabilimenti di confezionamento di alimenti e bevande. |
8. Chi siamo
Abbiamo creato una solida catena di fornitura che garantisce stabilità delle macchine, efficienza energetica e un servizio completo e completo per i nostri partner globali. Il nostro team di assistenza professionale è composto da esperti del settore che forniscono supporto end-to-end, dalla progettazione dello stampo e dalla campionatura dei prototipi all'installazione in loco e alla formazione del personale. Per il mercato latinoamericano, in particolare la Colombia, comprendiamo l'importanza del rapporto costo-efficacia senza compromettere la precisione. La nostra macchina è un'ottima alternativa alle macchine per stampaggio a iniezione e stiro-soffiaggio ASB e di altri marchi giapponesi, offrendo prestazioni comparabili a circa 35% di investimento, abbinate a tempi di consegna più rapidi e supporto tecnico localizzato.
Laboratorio




9. Prodotti correlati e componenti di sistema
Inoltre Stampaggio a iniezione-stiro-soffiaggio in un'unica fase Oltre ai set e alle macchine ISBM, offriamo una gamma più ampia di componenti meccanici di precisione e prodotti per sistemi di azionamento che supportano la costruzione di linee di confezionamento complete e la manutenzione continua. La nostra capacità di fornire un servizio completo riduce la complessità degli acquisti per i clienti che costruiscono o aggiornano linee di produzione in Colombia e nel più ampio mercato latinoamericano.
Giunti rigidi e componenti per alberi
I giunti meccanici di precisione per il collegamento degli alberi di trasmissione su macchine per l'imballaggio e il trasporto richiedono gli stessi standard di precisione dimensionale degli stampi. Forniamo giunti rigidi e flessibili compatibili con le configurazioni di trasmissione comuni sulle macchine ISBM e sulle linee di riempimento ed etichettatura a valle. Scopri la nostra gamma di giunti rigidi

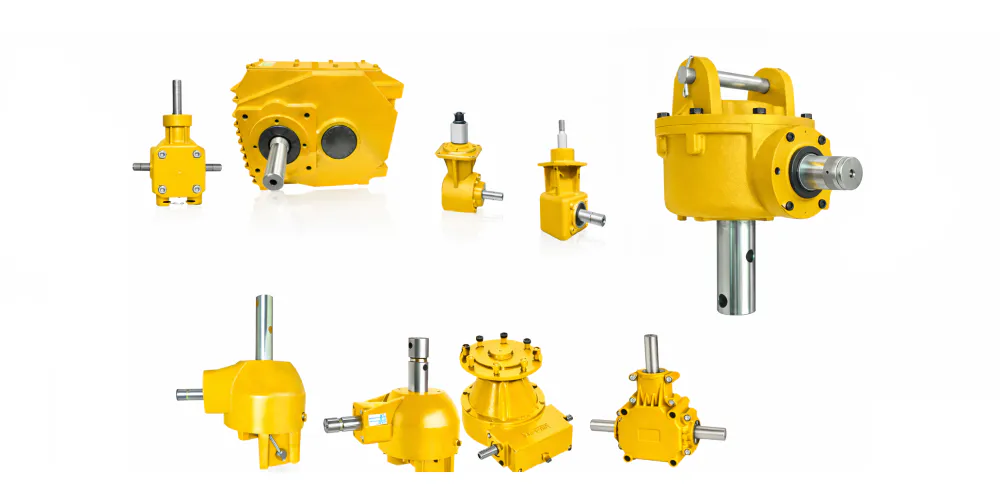
Cambi e riduttori di velocità
I riduttori di velocità e i variatori di precisione sono elementi integranti dei sistemi di trasporto, degli azionamenti delle tavole rotanti e delle attrezzature ausiliarie di movimentazione che circondano le linee di produzione ISBM. Manteniamo la capacità di fornire riduttori ad alte prestazioni che completano la nostra offerta di stampi e macchine, supportando i clienti che necessitano di un unico fornitore sia per gli utensili che per i componenti di azionamento meccanico. Consulta il nostro catalogo di cambi.
Domande frequenti
Redattore: PXY
Prodotti correlati
-

Macchina per stampaggio a iniezione e stiro-soffiaggio EP-BPET-94-V3 | 3 stazioni
-

EP-HGYS200-V4-B-Macchina per stampaggio a iniezione e stiro-soffiaggio a quattro stazioni
-

EP-HGYS200-V4-Macchina per stampaggio a iniezione e stiro-soffiaggio a quattro stazioni
-
Macchina per stampaggio a iniezione e stiro-soffiaggio EP-HGYS280-V6 | 4 stazioni























