

قالب نفخ بالحقن والتمديد بخطوة واحدة من EP
الألبوم المصغر قالب نفخ بالحقن والتمديد بخطوة واحدة هي مجموعة أدوات دقيقة تغطي كامل عملية الإنتاج على آلات ISBM أحادية الخطوة، بدءًا من حقن القوالب الأولية مرورًا بتكييف درجة الحرارة وصولًا إلى تشكيل النفخ بالشد وإخراج العبوات. تتوفر هذه القوالب بتكوينات تتراوح من تجويف واحد إلى 12 تجويفًا لكل دورة، وتدعم أحجام عبوات تتراوح من 20 مل إلى 5000 مل، وهي مصممة لتلبية احتياجات الإنتاج المتخصص الصغير، فضلًا عن عمليات التعبئة والتغليف التجارية ذات الأحجام الكبيرة والمستدامة. يتم تصنيع كل مجموعة بدقة عالية باستخدام مكونات متطابقة لضمان اتساق الأبعاد، وسماكة جدار موحدة، وجودة عبوات قابلة للتكرار من أول عملية إنتاج.
1. مزايا آلة ISBM وقوالبها
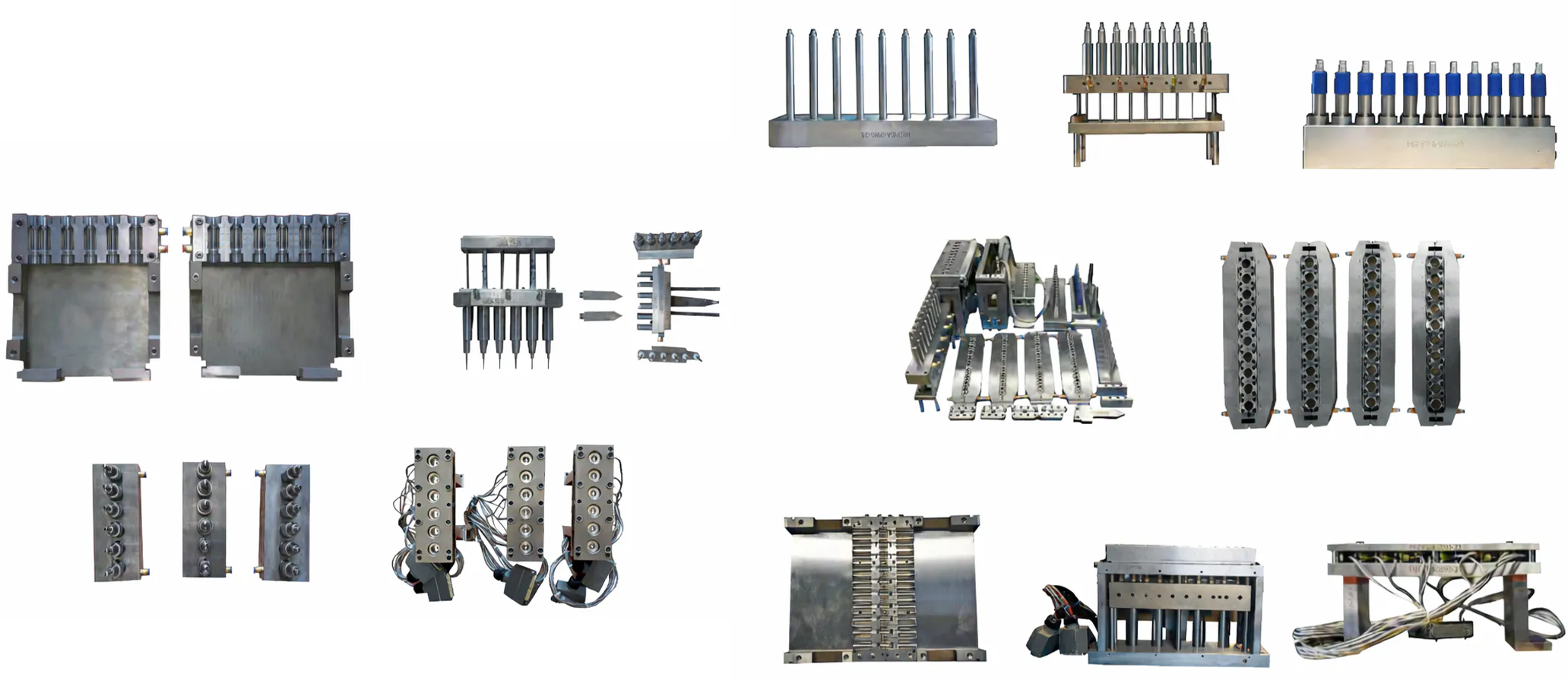
ال قالب نفخ بالحقن والتمديد بخطوة واحدة لا يُعدّ هذا النظام أداةً منفردةً، بل هو نظام قوالب متكامل ومتناسق، يتألف من قالب التشكيل الأولي للحقن، ومجموعة تجويف قالب النفخ، ومجموعة قضيب التمديد، ومجموعة قلب تكييف درجة الحرارة عند الحاجة في منصة الماكينة. صُممت جميع المكونات ووُضعت لها معايرة دقيقة لضمان تغذية هندسة التشكيل الأولي المُشكّلة في محطة الحقن مباشرةً وبشكلٍ متوقع إلى محطة النفخ. يُعرّف هذا التكامل أدوات ISBM أحادية الخطوة، وهو ما يفسر تفوق أبعاد الحاويات ودقة تشطيب العنق وتجانس سُمك الجدار باستمرار على ما تُحققه أنظمة إعادة التسخين ثنائية المراحل عادةً في بيئات الإنتاج الحقيقية. يجمع مصنعنا خبرةً تراكميةً تزيد عن عقدين في تصميم وتصنيع الأدوات، حيث زوّدنا مجموعات القوالب لعملاء يُشغّلون خطوط تعبئة مستحضرات التجميل والأدوية والأغذية والمشروبات في قاراتٍ متعددة، بما في ذلك قاعدة متنامية من المشترين الصناعيين في كولومبيا وأمريكا اللاتينية.
تُعدّ التوافقية معيارًا أساسيًا في تصميم جميع قوالب النفخ بالحقن والتمديد. صُممت التكوينات القياسية خصيصًا لسلسلة آلاتنا BPET-70V4 وBPET-94V3 وBPET-125V4. كما نُصنّع أيضًا مجموعات قوالب بديلة متوافقة الأبعاد مع آلات يابانية من نوع ASB-12M وAOKI-250 — حل عملي للعملاء الذين يستخدمون معدات قديمة ويرغبون في تحديث أدواتهم دون استبدال الآلة نفسها. يتم التعامل مع تصميمات التجاويف المخصصة، والأشكال الهندسية الفريدة لأعناق الزجاجات، وأشكال الحاويات غير القياسية من خلال قسم هندسة القوالب لدينا، المجهز بمراكز تصنيع CNC ومعدات EDM للعمل من ملفات ثلاثية الأبعاد يقدمها العميل أو عينات زجاجات فعلية.
إن جودة اختيار الفولاذ ومعالجته الحرارية هي ما يميز أدوات الإنتاج طويلة الأمد عن تلك التي تتطلب إصلاحًا مبكرًا. تُصنع حشوات تجويف الحقن من فولاذ الأدوات P20 أو H13 المُقسّى مسبقًا، وتُصقل أسطح التجويف لتصبح لامعة كالمرآة، مما يضمن الشفافية البصرية التي تتطلبها عبوات مستحضرات التجميل والأدوية الفاخرة. تُصنع أنصاف قوالب النفخ من سبائك الألومنيوم المستخدمة في صناعة الطائرات، والمُعالجة بالأكسدة الصلبة، والتي تم اختيارها لموصليتها الحرارية، وخفة وزنها لتسهيل تغيير القوالب بسرعة، وصلابتها الكافية للتشغيل المتكرر. تُخفف قواعد القوالب من الإجهاد قبل التشغيل النهائي للتخلص من الإجهاد المتبقي الذي قد يُسبب انحرافًا في الأبعاد مع استمرار الإنتاج. والنتيجة هي برنامج أدوات يُلبي احتياجات منتجات قولبة النفخ بالحقن التي يحتاجها المشترون في الأسواق التنافسية لإنتاج منتجات متسقة ومربحة.
2. كيف يعمل قالب النفخ بالحقن الممتد بخطوة واحدة
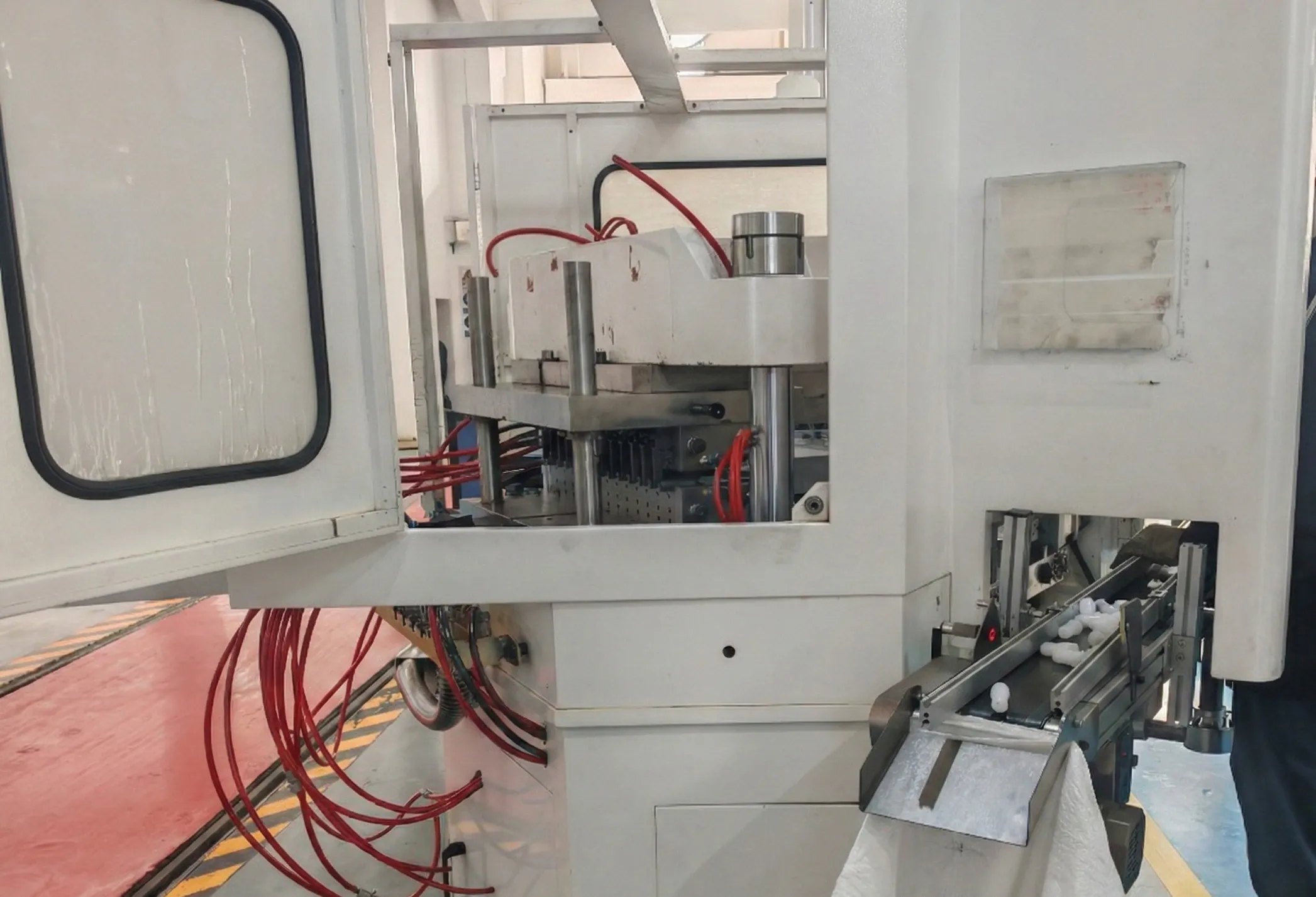
فهم كيفية عمل نظام القوالب ضمن النظام العام عملية التشكيل بالنفخ والتمديد بالحقن يوضح هذا سبب أهمية دقة الأدوات لنتائج الإنتاج. في آلة ثلاثية المحطات، تسير الدورة كما يلي: في المحطة 1، يُغلق قالب الحقن حول بوابة القناة الساخنة، ويُحقن الراتنج المنصهر لتشكيل الشكل الأولي، وتُضبط أبعاد عنق العبوة بدقة عالية، عادةً ما تكون أقل من ±0.05 مم - حيث تُحدد كل خطوة لولبية، وسطح إحكام، وشكل هندسي مقاوم للعبث في هذه المحطة. يُنقل الشكل الأولي على قلب العنق إلى المحطة 2 حيث يُقص طرفه أو يُعالج حراريًا، ومن هناك إلى المحطة 3 حيث يُغلق قالب النفخ حوله. ينزل قضيب التمديد محوريًا، مُطيلًا الشكل الأولي بينما يعمل ضغط النفخ الشعاعي على تمديد الجدار مقابل سطح التجويف للحصول على شكل العبوة. في الآلات رباعية المحطات، تسمح محطة المعالجة الإضافية بين الحقن والنفخ بموازنة درجة الحرارة بدقة أكبر، ولهذا السبب يمكن لتكوينات المحطات الأربع التعامل بكفاءة مع العبوات ذات الجدران السميكة أو الفتحات الواسعة التي قد تُمثل تحديًا لتصميم ثلاثي المحطات.
تعتمد جودة الزجاجة النهائية - من حيث الشفافية، وتجانس سماكة الجدار، وقوة تحمل الضغط العلوي، وكفاءة العزل - بشكل مباشر على تصميم القالب. فخشونة سطح التجويف تحدد الشفافية البصرية، وتصميم قنوات التبريد يحدد زمن دورة الإنتاج ودرجة التبلور، بينما يحدد شكل سماكة جدار القالب الأولي كيفية توزيع المادة أثناء عملية التمدد ثنائي المحور. لذا، فإن قالب النفخ بالحقن والتمدد المصمم بدقة ليس مجرد أداة تشكيل، بل هو عنصر أساسي في عملية التصنيع. يقوم فريق هندسة القوالب لدينا بنمذجة تدفق المواد، وتوزيع التمدد، وسلوك التبريد قبل البدء في عملية قطع الفولاذ، مما يضمن أداء القالب الفعلي كما هو متوقع من أول تجربة، بدلاً من الحاجة إلى جولات متعددة من إعادة العمل المكلفة.

3. خمس مزايا رئيسية للمنتج
كل قالب نفخ بالحقن والتمديد بخطوة واحدة يتم تسليمها كمجموعة متكاملة مُدققة الأبعاد - قالب حقن، قالب نفخ، مجموعة قضيب التمديد، وقلب التكييف - مصنعة لتعمل معًا دون الحاجة إلى تعديلات ميدانية أو ضبط بعد التسليم. هذا يُلغي انحراف محاذاة القالب الأولي مع قالب النفخ، وهو السبب الأكثر شيوعًا لاختلاف سُمك الجدار وعدم تمركز القواعد في إنتاج ISBM. بالنسبة للعملاء في كولومبيا وأمريكا اللاتينية الذين يُشغلون خطوط إنتاج زجاجات متنوعة، فإن استلام مجموعة متكاملة مُدققة مسبقًا يُقلل بشكل كبير من وقت التغيير عند التبديل بين وحدات تخزين المنتجات (SKUs).
تُعدّ مجموعات القوالب لدينا بديلاً عملياً واقتصادياً لقوالب ASB وAOKI دون الحاجة إلى تعديل الآلات. تتطابق أبعادها - نمط تثبيت اللوح، وخطوة قلب العنق، وهندسة خط فصل تجويف النفخ - مع مواصفات الآلة الأصلية. وبذلك، تتمكن المصانع التي تستخدم بالفعل معدات يابانية من الوصول إلى خيارات قوالب بديلة بأسعار تنافسية مع نفس قابلية التبادل البُعدي، مما يضمن استمرارية الإنتاج مع خفض تكاليف شراء القوالب بشكل كبير مقارنةً بشراء قطع غيار من مُصنّعي الآلات الأصليين.
تُصنع حشوات تجويف الحقن من فولاذ الأدوات المُقسّى مسبقًا H13 أو P20 بصلابة تتراوح بين 48 و52 HRC، ثم تُصقل بدقة Ra ≤ 0.05 ميكرومتر للحصول على وضوح بصري فائق. تُصنع أنصاف قوالب النفخ من ألومنيوم الطيران 7075 ذي الأسطح المؤكسدة الصلبة، ما يجمع بين الكفاءة الحرارية ومقاومة الخدش. تُصقل حلقات العنق المصنوعة من الفولاذ المقاوم للصدأ S136 بدقة تصل إلى ±0.01 مم في قطر الإحكام. يضمن برنامج المواد والتشطيب هذا الحفاظ على جودة سطح الحاوية وقدرة أبعاد تشطيب العنق خلال ملايين دورات الإنتاج دون تدهور تدريجي في التجويف.
بدءًا من قالب النموذج الأولي ذي التجويف الواحد وصولًا إلى أداة الإنتاج عالية الإنتاجية ذات 12 تجويفًا، تتكيف مجموعة قوالب النفخ بالحقن لدينا مع سعة الماكينة ومتطلبات الإنتاج. يتيح تصميم حشوات التجويف المعياري إمكانية إعادة تهيئة قاعدة القالب نفسها بحشوات تجويف مختلفة عند تغيير مواصفات المنتج، وذلك بالنسبة لبعض أنواع تشطيبات العنق ومجموعات العبوات، مما يقلل من الاستثمار المطلوب في الأدوات عند تحديث علامة تجارية لتغليف منتجاتها. تتوفر تكوينات أحادية الصف وثنائية الصف للماكينات التي تدعم تخطيطات محاذاة القوالب الأولية المتوازية.
صُممت كل مجموعة قوالب خصيصًا للمادة التي يرغب العميل في استخدامها، سواءً كانت PET أو PETG أو PETE أو PP عالي الشفافية أو PCTG أو SAN أو PC أو PMMA أو PS أو TRITAN (خالية من BPA). يتم تحسين هندسة البوابة وتوازن قنوات التوزيع وتهوية التجويف وتصميم نظام التبريد في مرحلة التصميم لنوع الراتنج المُختار. تتيح هذه المرونة لبرنامج قوالب واحد تلبية احتياجات متنوعة، بدءًا من زجاجات المياه PET القياسية وصولًا إلى عبوات الأدوية PC الطبية وزجاجات منتجات الأطفال الخالية من BPA، كل ذلك ضمن منصة تقنية تصنيع واحدة دون أي تأثير على جودة العملية.
4. مواد القوالب ومعايير البناء
تُحدد جودة ومتانة أي قالب حقن وتشكيل بالنفخ أولاً في مرحلة اختيار المواد. فالفولاذ الرديء، أو المعالجة الحرارية غير الكافية، أو عدم دقة عمليات التصنيع، كلها عوامل تُسبب تآكلاً مبكراً للتجويف، وظهور نتوءات عند خط الفصل، وعدم اتساق أبعاد الشكل الأولي، وذلك قبل أن يصل القالب إلى عمره الافتراضي. وتُغطي معاييرنا في بناء القوالب جميع معايير المواد والعمليات الأساسية في سلسلة توريد الأدوات، بدءاً من شراء الفولاذ الخام وصولاً إلى الفحص النهائي للأبعاد قبل الشحن.
تُصنع حشوات تجويف الحقن من فولاذ H13 المستخدم في عمليات التشكيل الساخن (المكافئ للمعيار DIN 1.2344) أو فولاذ P20 المُقسّى مسبقًا (المكافئ للمعيار DIN 1.2311)، وذلك حسب حجم الإنتاج ونوع الراتنج. يُختار فولاذ H13 للإنتاج بكميات كبيرة وللراتنجات الهندسية مثل البولي كربونات (PC) والبولي بروبيلين سلفون (PPSU) التي تتطلب ضغط حقن عالٍ ودرجات حرارة مرتفعة للقالب؛ بينما يُناسب فولاذ P20 تطبيقات PET وPETG التجميلية عند ضغوط متوسطة. يخضع كلا النوعين من الفولاذ لمعالجة حرارية بالتفريغ وتلطيف مزدوج لضمان صلابة موحدة. توفر أنصاف قوالب النفخ المصنوعة من ألومنيوم الطيران 7075-T6 موصلية حرارية أعلى بخمس مرات تقريبًا من الفولاذ، مما يُترجم مباشرةً إلى تقليل وقت التبريد لكل دورة وتحسين التحكم في التبلور في جدار الحاوية. تُصنع حلقات العنق ودبابيس القلب التي تُحدد شكل الخيوط وهندسة الإحكام من الفولاذ المقاوم للصدأ S136 المُقسّى (المشابه للفولاذ AISI 420 المُعدّل) لمقاومة التآكل الناتج عن الرطوبة وغازات تحلل البوليمر. يتم طحن قضبان الشد من قضيب من الفولاذ المقاوم للصدأ المعالج بالكامل إلى تفاوت أبعاد ±0.01 مم مع خشونة سطح Ra ≤ 0.2 ميكرومتر لتقليل الاحتكاك أثناء اختراق الشكل الأولي المحوري.
| مكون القالب | مادة | صلابة | تشطيب السعر | ملاحظات رئيسية |
|---|---|---|---|---|
| إدخال تجويف الحقن | فولاذ الأدوات H13 / P20 | 48-52 HRC (H13) / 28-34 HRC (P20) | صقل المرآة Ra ≤ 0.05 ميكرومتر | معالج حرارياً بالتفريغ، ومقسى مرتين |
| تجويف قالب النفخ | سبيكة ألومنيوم 7075-T6 | HB 150–175 | أنودة صلبة 25-30 ميكرومتر | موصلية حرارية عالية، تبريد دورة سريع |
| حلقة للرقبة / قلب خيطي | الفولاذ المقاوم للصدأ S136 | 50-52 HRC | طلاء لامع للغاية | مقاوم للتآكل، قطر مانع للتسرب مصقول ±0.01 مم |
| قضيب التمديد | الفولاذ المقاوم للصدأ المقوى | 52-55 HRC | Ra الأرضي ≤ 0.2 ميكرومتر | التفاوت في الأبعاد ±0.01 مم |
| قاعدة القالب / الإطار | فولاذ 45# (معالج لتخفيف الإجهاد) | HRC 28–34 | أكسيد أسود / طلاء نيكل | تم تشكيلها باستخدام آلة CNC بعد عملية التلدين لتخفيف الإجهاد |
| تمارين تقوية عضلات الجذع | نحاس البريليوم / H13 | HRC 36–40 | مصقول | موصلية حرارية عالية لتنظيم درجة الحرارة بشكل موحد |
5. مواصفات طراز الماكينة وعدد تجاويف القالب
تُبيّن الجداول أدناه أقصى أبعاد ممكنة للعبوات عند كل عدد من التجاويف في نماذج الآلات الثلاثة الرئيسية. تمثل هذه الأرقام نطاق التصميم الذي يمكن ضمنه تطوير أشكال العبوات المخصصة. وتعتمد الأبعاد الفعلية لزجاجة معينة على نسبة التمدد والمادة وسماكة الجدار المستهدفة. يراجع مهندسو القوالب لدينا كل تصميم مخصص وفقًا لهذه الحدود قبل البدء في تصنيع الأدوات، لضمان إمكانية تحقيق مواصفات العبوة على منصة الآلة المختارة قبل البدء في قطع أي قطعة من الفولاذ.
EP-BPET-70V4 — أبعاد تجويف القالب
| المعلمة | وحدة | تجويف واحد | تجويفان | 3 تجاويف | 4 تجاويف | 5 تجاويف | 6 تجاويف |
|---|---|---|---|---|---|---|---|
| أقصى محيط للرقبة الخارجية | مم | 80 | 60 | 45 | 34 | 30 | 20 |
| أقصى قطر للجسم | مم | 116 | 99 | 75 | 66 | 50 | 44 |
| أقصى ارتفاع | مم | 300 | 300 | 300 | 200 | 200 | 200 |
| أقصى حجم | مل | 2,500 | 2,300 | 1,000 | 500 | 300 | 150 |
EP-BPET-125V4 — أبعاد تجويف القالب
| المعلمة | وحدة | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| أقصى قطر للرقبة الخارجية (مم) | مم | 148 | 120 | 99 | 94 | 73 | 57 | 42 | 36 | 34 | 26 | 23 | 18 |
| أقصى قطر للجسم (مم) | مم | 204 | 152 | 130 | 120 | 98 | 78 | 66 | 54 | 53 | 44 | 40 | 37 |
| أقصى ارتفاع (مم) | مم | 300 | 300 | 300 | 300 | 300 | 250 | 250 | 250 | 250 | 250 | 250 | 250 |
| الحد الأقصى للحجم (مل) | مل | 5,000 | 3,000 | 2,000 | 1,000 | 800 | 600 | 450 | 400 | 300 | 250 | 200 | 100 |
EP-BPET-94V3 — أبعاد تجويف القالب
| المعلمة | وحدة | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|---|
| أقصى قطر للرقبة الخارجية (مم) | مم | 110 | 109 | 89 | 70 | 42 | 34 | 30 | 24 |
| أقصى قطر للجسم (مم) | مم | 149 | 130 | 130 | 100 | 80 | 66 | 54 | 48 |
| أقصى ارتفاع (مم) | مم | 300 | 300 | 300 | 300 | 250 | 250 | 200 | 200 |
| الحد الأقصى للحجم (مل) | مل | 4,500 | 2,500 | 2,500 | 1,500 | 800 | 500 | 300 | 200 |
ماكينة حقن وتشكيل بالنفخ والتمديد EP-BPET-94-V3 | 3 محطات

6. سيناريوهات التطبيق
تعدد استخدامات قالب نفخ بالحقن والتمديد بخطوة واحدة مما يجعلها الخيار الأمثل في قطاعات التعبئة والتغليف المتنوعة. تمثل مجالات التطبيق المذكورة أدناه الاستخدامات التجارية الرئيسية لهذه القوالب في بيئات الإنتاج العاملة في كولومبيا وأمريكا اللاتينية وعلى الصعيد الدولي.
تغليف مستحضرات التجميل والعناية الشخصية
تتطلب عبوات السيروم الفاخرة، وعلب اللوشن، وأوعية الشامبو، وكريم الأساس أعلى درجات الوضوح البصري وأدق تفاصيل تشطيب العنق، وهي الميزات التي توفرها عملية التشكيل بالنفخ والتمديد بالحقن. توفر تجاويف الحقن H13 المصقولة كالمرآة، وقلوب العنق S136 في قوالبنا، الجودة البصرية والدقة الأبعادية التي تتطلبها مواصفات أصحاب العلامات التجارية. كما ندعم تركيبات PETG وPCTG التي تعزز عمق اللون ومقاومة الصدمات، بتصميم بوابة وتبريد خاص بكل مادة.
تغليف الأدوية والمستلزمات الطبية
تتطلب عبوات قطرات العين، وعبوات الشراب، وعلب الأقراص، وعبوات المحاليل الوريدية إنتاجًا خاليًا من التلوث وتحكمًا دقيقًا في أبعاد فتحة العنق لضمان إحكام الإغلاق ومنع التسرب. وتُغني عملية التصنيع أحادية الخطوة، التي تتم على آلة واحدة، عن التعامل مع القوالب الأولية الوسيطة، والتي تُعدّ مصدر الخطر الرئيسي للتلوث في الأنظمة ثنائية المراحل. وتُصنع العبوات الطبية القابلة لإعادة الاستخدام من مواد البولي كربونات (PC) والبولي بروبيلين سلفون (PPSU)، مع توفير مواصفات مناسبة لتجويف الفولاذ، وتصميم البوابة، ووثائق درجة حرارة المعالجة اللازمة لتقديمها إلى الجهات التنظيمية الصيدلانية.
حاويات الطعام والمشروبات
تُعدّ زجاجات المياه المصنوعة من البولي إيثيلين تيريفثالات (PET)، وعبوات العصائر، وزجاجات التوابل، والبرطمانات ذات الفتحة الواسعة والمناسبة للأغذية، من بين أكثر التطبيقات استخدامًا لأدوات ISBM أحادية الخطوة. يُحقق تصميم القالب لدينا التوجيه الجزيئي ثنائي المحور اللازم لقوة تحمل الضغط العلوي وأداء العزل الأمثل في البولي إيثيلين تيريفثالات (PET) المناسب للأغذية. تتوفر برطمانات ذات فتحة واسعة يصل قطرها إلى 204 مم على منصة BPET-125V4 مع عدد تجاويف مُعدّل، مما يُتيح إنتاج عبوات غذائية لا يُمكن إنتاجها باستخدام آلات ذات أحجام أصغر.
زجاجات منتجات الأطفال والرضع
تتطلب زجاجات الرضاعة وأكواب الشرب مواد خالية من مادة BPA - مثل TRITAN أو PPSU أو PC الغذائي - بالإضافة إلى أبعاد دقيقة للغاية لفتحة العنق لضمان التوافق مع أغطية حلمات الرضاعة القياسية. صُممت قوالب منتجات الأطفال لدينا مع إيلاء اهتمام خاص لتقليل بقايا الفتحة: يجب أن يكون السطح الداخلي للعبوة أملسًا وسهل التنظيف وخاليًا من أي نتوءات قد تؤوي البكتيريا. تُرفق مع كل مجموعة قوالب منتجات الأطفال وثائق تثبت الامتثال لمعايير خلوها من مادة BPA وشهادة سلامة الغذاء.
عبوات المواد الكيميائية المنزلية والصناعية
تتطلب تركيبات PETG وPP المستخدمة في منتجات التنظيف المنزلية وسوائل السيارات والمواد الكيميائية الزراعية مقاومة كيميائية عالية ودقة متناهية في مناطق إحكام إغلاق عنق الزجاجة، حيث تُستخدم أقفال مقاومة للأطفال. تتضمن قوالبنا المُحسّنة لـ PP إعدادات مُخصصة لدرجات حرارة قنوات التغذية الساخنة وفتحات تهوية للتجويف، وذلك للتعامل مع خصائص تدفق البولي بروبيلين شبه البلوري - وهي مادة تختلف خصائصها بشكل كبير عن PET في عملية ISBM أحادية الخطوة، وتتطلب هندسة أدوات مُخصصة بدلاً من تعديل أدوات PET القياسية.
مكونات حرفية، ذات أشكال خاصة، ومكونات LED
تتيح عملية ISBM أحادية الخطوة إنتاجًا متسقًا لحاويات غير متناظرة دورانيًا - مثل الزجاجات المربعة، والمقاطع البيضاوية، والقطاعات المثلثة، والأشكال المنقوشة حسب الطلب - والتي يصعب تحقيقها بدقة في الأنظمة ثنائية المراحل نظرًا لتعقيد محاذاة القالب الأولي مع النفخ. تُعد مكونات أغطية مصابيح LED وحاويات الحرف اليدوية المزخرفة المصنوعة من PS أو PMMA من بين التطبيقات المتخصصة التي تخدمها أدوات قولبة النفخ بالحقن ذات الشكل المخصص، حيث يعمل فريق هندسة القوالب لدينا انطلاقًا من ملفات هندسية أو عينات مادية يقدمها العميل.
7. المعايير التنظيمية والصناعية لتغليف البلاستيك وفقًا لمعايير ISBM
يخضع مشتري أدوات قولبة النفخ بالحقن والحاويات البلاستيكية المنتجة بها لبيئة تنظيمية معقدة تشمل سلامة ملامسة الأغذية، والامتثال لتغليف الأدوية، والسياسات البيئية، والسلامة الصناعية. وتغطي النظرة العامة أدناه المعايير الرئيسية المطبقة في الأسواق الرئيسية ذات الصلة بعملائنا، مع التركيز بشكل خاص على كولومبيا ومنطقة أمريكا اللاتينية حيث تزداد أهمية الوعي التنظيمي لدى موردي التغليف وأصحاب العلامات التجارية على حد سواء.
| الاختصاص القضائي | المعيار / اللائحة | أهمية ذلك بالنسبة لتغليف ISBM |
|---|---|---|
| كولومبيا | قرار INVIMA 683/2012 (الاتصال بالطعام NTC) | ينظم هذا النظام المواد البلاستيكية الملامسة للأغذية؛ إذ تتطلب عبوات PET وPETG وPP الإفصاح عن المواد وإجراء اختبارات الهجرة وفقًا لمعايير ICONTEC NTC. |
| كولومبيا | Ley 1672 de 2013 / Ley 1466 de 2011 النفايات البلاستيكية | تشجع على استخدام عبوات أحادية المادة قابلة لإعادة التدوير؛ عبوات البولي إيثيلين تيريفثالات (PET) التي تنتجها شركة ISBM قابلة لإعادة التدوير بالكامل، مما يدعم الامتثال لمتطلبات مسؤولية المنتج الموسعة. |
| كولومبيا | المرسوم رقم 1596 لسنة 2015 / RETIE | تُطبق متطلبات السلامة الكهربائية وحماية الآلات على آلات ISBM والمعدات الملحقة بها العاملة في المنشآت الكولومبية. |
| الاتحاد الأوروبي | اللائحة (EC) رقم 1935/2004 – مواد ملامسة الأغذية | يُنظّم هذا القانون جميع المواد الملامسة للأغذية؛ ويتطلب توثيقًا من الموردين وإمكانية تتبع جميع المكونات البلاستيكية، بما في ذلك حاويات PET ISBM المستخدمة في الأغذية أو المشروبات. |
| الاتحاد الأوروبي | لائحة الاتحاد الأوروبي رقم 10/2011 - مواد التلامس البلاستيكية مع الأغذية | حدود هجرة محددة للمضافات البلاستيكية؛ ينطبق حد الهجرة الإجمالي ≤ 10 ملغم/ديسيمتر مربع على راتنجات البولي إيثيلين تيريفثالات (PET) والبولي بروبيلين (PP) المستخدمة في تقنية ISBM؛ يجب على موردي القوالب ضمان عدم تسبب مواد التجويف في التلوث. |
| الولايات المتحدة الأمريكية | إدارة الغذاء والدواء الأمريكية 21 CFR الجزء 177 – إضافات غذائية غير مباشرة: بوليمرات | معايير الراتنجات المستخدمة في تغليف المواد الغذائية، بما في ذلك البولي إيثيلين تيريفثالات (177.1630) والبولي بروبيلين (177.1520)؛ ذات صلة عند تصدير حاويات ISBM إلى سوق الولايات المتحدة أو استخدامها فيه. |
| البرازيل | ANVISA RDC 327/2019 – التغليف البلاستيكي | تُلزم الهيئة التنظيمية الصحية في البرازيل بالموافقة على المواد البلاستيكية الملامسة للأغذية؛ ويجب أن تستخدم حاويات ISBM المصدرة إلى البرازيل راتنجات مدرجة في قائمة ANVISA مع وثائق المطابقة. |
| صناعة الأدوية العالمية | ICH Q8 / USP عبوات الأدوية البلاستيكية | يحدد هذا المعيار اختبارات المواد القابلة للاستخلاص والترشيح في عبوات الأدوية؛ كما تعمل أدوات قوالب الأدوية من ISBM على تقليل بقايا البوابة وخشونة السطح الداخلي لتقليل مخاطر الاستخلاص. |
| دولي | نظام إدارة الجودة ISO 9001:2015 | باتت هذه المتطلبات مطلوبة بشكل متزايد من موردي القوالب كشرط أساسي للتأهيل من قبل مصنعي السلع المعبأة متعددة الجنسيات |
| دولي | ISO 15750 / ISO 22000 (إدارة سلامة الأغذية) | معايير نظام إدارة سلامة الأغذية؛ ووثائق جودة أدوات القوالب تدعم عمليات تدقيق شهادة ISO 22000 للعملاء في مصانع تعبئة الأغذية والمشروبات |
8. نبذة عنا
لقد أنشأنا سلسلة توريد متينة تضمن استقرار الآلات، وكفاءة استهلاك الطاقة، وخدمة شاملة متكاملة لشركائنا العالميين. يتألف فريق خدماتنا المحترف من خبراء مخضرمين في هذا المجال، يقدمون دعمًا شاملاً، بدءًا من تصميم القوالب وأخذ عينات النماذج الأولية، وصولًا إلى التركيب في الموقع وتدريب الموظفين. بالنسبة لسوق أمريكا اللاتينية، وخاصة كولومبيا، ندرك أهمية فعالية التكلفة دون المساومة على الدقة. تُعد آلتنا بديلاً ممتازًا لآلات حقن ونفخ القوالب من ASB وغيرها من العلامات التجارية اليابانية، حيث تقدم أداءً مماثلاً بتكلفة رأسمالية تبلغ حوالي 351 طنًا، بالإضافة إلى فترات تسليم أسرع ودعم فني محلي.
ورشة عمل




9. المنتجات ذات الصلة ومكونات النظام
بالإضافة إلى قالب نفخ بالحقن والتمديد بخطوة واحدة نقدم مجموعة واسعة من المكونات الميكانيكية الدقيقة ومنتجات أنظمة القيادة، بما في ذلك مجموعات وآلات ISBM، لدعم إنشاء خطوط التعبئة والتغليف المتكاملة وصيانتها المستمرة. تُسهّل قدرتنا على توفير جميع الخدمات في مكان واحد عملية الشراء للعملاء الذين يقومون بإنشاء أو تحديث خطوط الإنتاج في كولومبيا وسوق أمريكا اللاتينية الأوسع.
وصلات صلبة ومكونات عمود الدوران
تتطلب وصلات التوصيل الميكانيكية الدقيقة المستخدمة لربط أعمدة الدوران في معدات التعبئة والتغليف والنقل نفس معايير الدقة البُعدية المطلوبة لقوالب التشكيل. نوفر منتجات وصلات صلبة ومرنة متوافقة مع تكوينات الدوران الشائعة في آلات ISBM وخطوط التعبئة والتغليف اللاحقة. استكشف مجموعتنا من وصلات التوصيل الصلبة

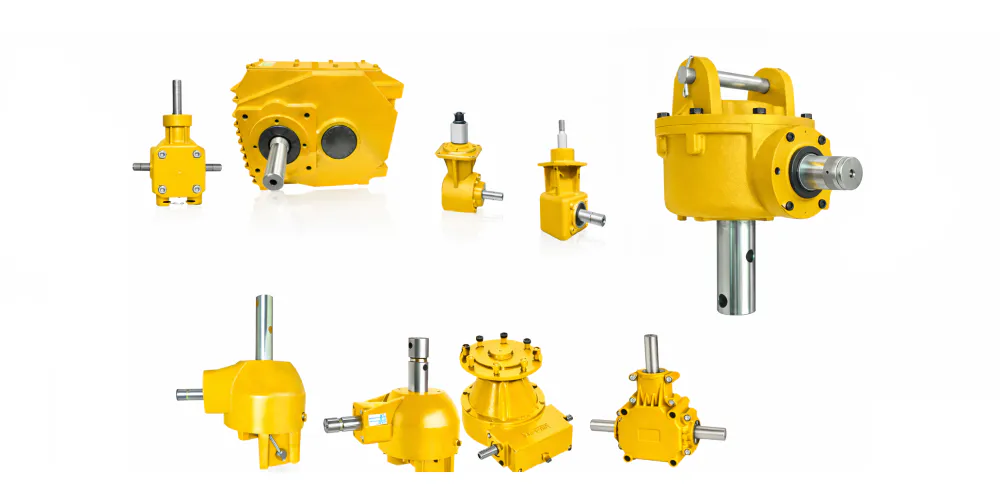
علب التروس ومخفضات السرعة
تُعدّ علب التروس ومخفضات السرعة الدقيقة جزءًا لا يتجزأ من أنظمة النقل، ومحركات الطاولات الدوارة، ومعدات المناولة المساعدة المحيطة بخطوط إنتاج ISBM. نوفر منتجات علب التروس عالية الأداء التي تُكمّل عروضنا من القوالب والآلات، مما يدعم العملاء الذين يحتاجون إلى مصدر واحد لكلٍ من الأدوات ومكونات القيادة الميكانيكية. اطلع على كتالوج علب التروس لدينا
الأسئلة الشائعة
المحرر: PXY



























