

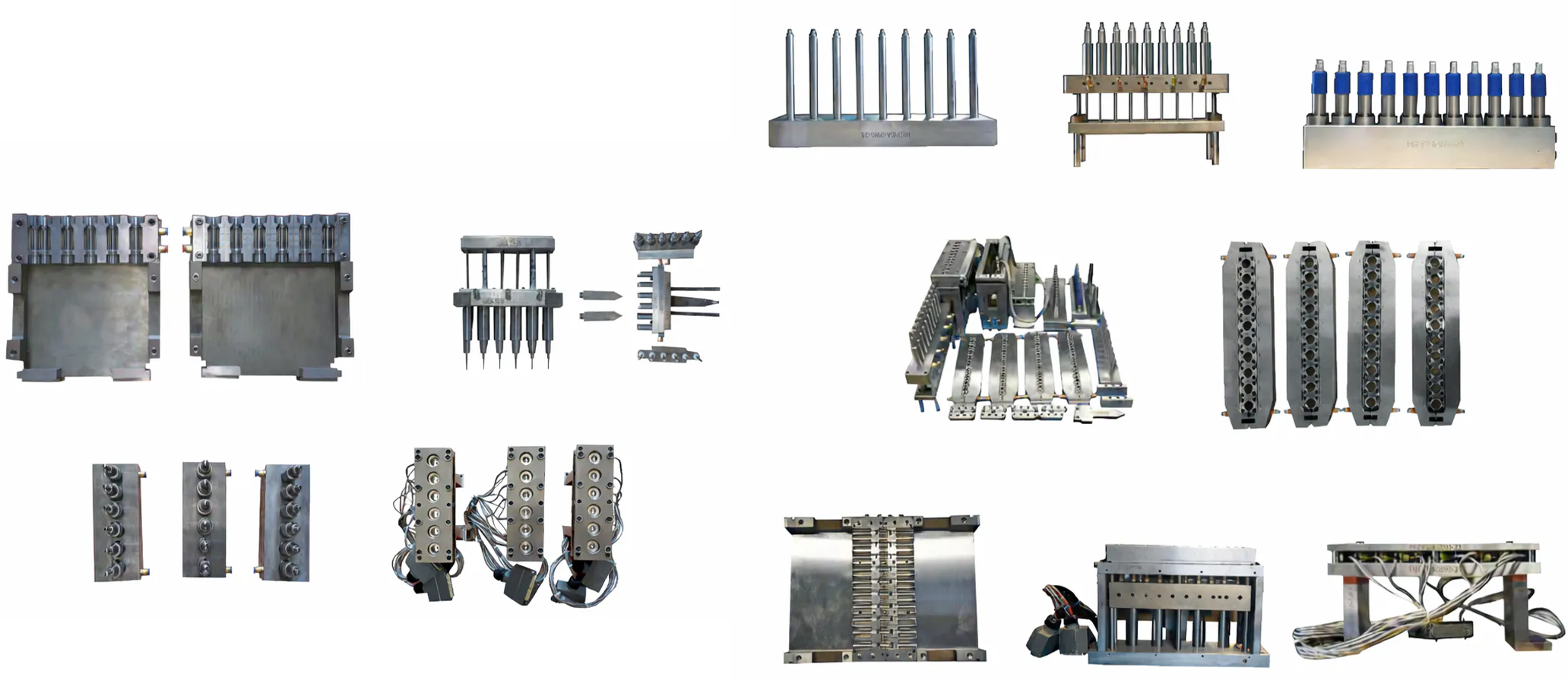
EP-injectie-rekblaasvorm in één stap
De EP Eénstaps spuitgieten en rekblaasvormen Dit is een precisiegereedschapset die de complete productiesequentie op ISBM-machines met één stap bestrijkt — van preforminjectie en temperatuurconditionering tot stretch-blowvormen en containeruitwerping. Deze matrijzensets zijn verkrijgbaar in configuraties met 1 tot 12 caviteiten per cyclus en ondersteunen containervolumes van 20 ml tot 5.000 ml. Ze zijn ontworpen voor zowel kleine specialistische series als grootschalige commerciële verpakkingsprocessen. Elke set is nauwkeurig gefreesd met op elkaar afgestemde componenten om dimensionale consistentie, uniforme wanddikte en reproduceerbare containerkwaliteit vanaf de eerste productierun te garanderen.
1. Voordelen van onze ISBM-machine en de bijbehorende mallen
De Eénstaps spuitgieten en rekblaasvormen Het is geen losstaand gereedschap, maar een compleet, op elkaar afgestemd matrijzensysteem bestaande uit de spuitgietmatrijs voor de voorvorm, de blaasvormmatrijs, de strekstangassemblage en, waar het machineplatform dit vereist, de temperatuurconditioneringskern. Alle componenten zijn samen ontworpen en gekalibreerd, zodat de voorvormgeometrie die in het spuitgietstation wordt gecreëerd, direct en voorspelbaar in het blaasstation terechtkomt. Deze integratie kenmerkt ISBM-matrijzen in één stap en verklaart waarom de afmetingen van de verpakking, de nauwkeurigheid van de halsafwerking en de uniformiteit van de wanddikte consistent beter zijn dan wat tweetraps opwarmingssystemen doorgaans in de praktijk bereiken. Onze fabriek combineert meer dan twintig jaar ervaring in het ontwerpen en produceren van matrijzen. We hebben matrijzensets geleverd aan klanten met verpakkingslijnen voor cosmetica, farmaceutische producten, voedingsmiddelen en dranken op meerdere continenten, waaronder een groeiend aantal industriële afnemers in Colombia en Latijns-Amerika.
Compatibiliteit is een primair ontwerpcriterium voor het gehele assortiment spuitgietmatrijzen voor rekblaasvormen. Standaardconfiguraties zijn speciaal ontworpen voor onze BPET-70V4, BPET-94V3 en BPET-125V4 machineseries. We produceren ook vervangende matrijzensets die dimensionaal compatibel zijn met deze machines. Japanse machines van het type ASB-12M en AOKI-250 — een praktische oplossing voor klanten die met oudere apparatuur werken en hun gereedschap willen upgraden zonder de machine zelf te vervangen. Aangepaste matrijsontwerpen, unieke halsafwerkingen en niet-standaard containervormen worden verzorgd door onze matrijsontwerpafdeling, die is uitgerust met CNC-bewerkingscentra en EDM-apparatuur om te werken met door de klant aangeleverde 3D-bestanden of fysieke flesmonsters.
Kwaliteit in de selectie en warmtebehandeling van staal is wat duurzame productiematrijzen onderscheidt van matrijzen die voortijdig aan reparatie toe zijn. Inzetstukken voor de injectiematrijs worden gefreesd uit voorgehard P20- of H13-gereedschapsstaal, waarbij de matrijsoppervlakken tot een spiegelgladde afwerking worden gepolijst. Dit garandeert de optische helderheid die hoogwaardige cosmetische en farmaceutische verpakkingen vereisen. De helften van de blaasvorm worden vervaardigd uit een aluminiumlegering van luchtvaartkwaliteit met een harde anodisering. Deze legering is geselecteerd vanwege de thermische geleidbaarheid, het lichte gewicht voor snelle matrijswisselingen en de voldoende hardheid voor een hoge productiecyclus. De matrijsbodems worden spanningsvrij gemaakt vóór de uiteindelijke bewerking om restspanningen te elimineren die dimensionale afwijkingen zouden veroorzaken bij langdurige productie. Het resultaat is een matrijsprogramma dat daadwerkelijk voldoet aan de eisen van spuitblaasvormen, producten die kopers in concurrerende markten consistent en winstgevend moeten produceren.
2. Hoe de eenstaps spuitgiet-rekblaasvorm werkt
Inzicht in hoe het matrijssysteem functioneert binnen het geheel. spuitrekblaasvormproces Dit verduidelijkt waarom precisie van de matrijs zo cruciaal is voor de productieresultaten. Op een machine met drie stations verloopt de cyclus als volgt: in station 1 sluit de spuitgietmatrijs zich rond de hotrunner-poort, wordt gesmolten hars geïnjecteerd om de voorvorm te vormen en wordt de halsafwerking hier dimensionaal ingesteld met toleranties die doorgaans kleiner zijn dan ±0,05 mm — elke schroefdraadspoed, afdichtingsvlak en fraudebestendige geometrie wordt in dit ene station bepaald. De voorvorm wordt op de halskernen naar station 2 getransporteerd, waar deze wordt afgesneden of thermisch geconditioneerd, en vandaar naar station 3, waar de blaasmatrijs zich eromheen sluit. Een strekstang daalt axiaal naar beneden en verlengt de voorvorm, terwijl radiale blaasdruk tegelijkertijd de wand tegen het holteoppervlak uitzet om de containervorm te verkrijgen. Op machines met vier stations maakt het extra conditioneringsstation tussen injectie en blazen een nauwkeurigere temperatuurevenwicht mogelijk, waardoor configuraties met vier stations betrouwbaar dikwandige of breedmondige containers kunnen verwerken die een lay-out met drie stations zouden bemoeilijken.
De uiteindelijke prestaties van de fles – helderheid, uniformiteit van de wanddikte, sterkte bij het laden van bovenaf en barrièrewerking – zijn direct terug te voeren op het matrijsontwerp. De oppervlakteruwheid van de matrijs bepaalt de optische helderheid; de lay-out van de koelkanalen bepaalt de cyclustijd en de kristalliniteit; het wanddikteprofiel van de voorvorm bepaalt hoe het materiaal zich verdeelt tijdens het biaxiaal rekken. Een goed ontworpen spuitgietmatrijs voor rekblazen is daarom niet alleen een vormgereedschap, maar een precisie-onderdeel van het proces. Ons matrijsontwerpteam modelleert de materiaalstroom, de rekverdeling en het koelgedrag voordat we overgaan tot het snijden van het staal – zodat de fysieke matrijs presteert zoals voorspeld vanaf de eerste proefinjectie, in plaats van na meerdere kostbare herstelrondes.

3. Vijf belangrijke productvoordelen
Elk Eénstaps spuitgieten en rekblaasvormen De set wordt geleverd als een dimensionaal gevalideerde, op elkaar afgestemde set – spuitgietmatrijs, blaasvormmatrijs, strekstangassemblage en conditioneringskern – die machinaal is bewerkt om naadloos samen te werken zonder dat er ter plaatse vulplaatjes of aanpassingen na levering nodig zijn. Dit elimineert de uitlijningsafwijking tussen de voorvorm en de blaasvorm, de meest voorkomende oorzaak van variaties in wanddikte en excentrische bodems bij ISBM-productie. Voor klanten in Colombia en Latijns-Amerika die flessenlijnen met een hoge productvariatie beheren, zorgt de ontvangst van een vooraf gevalideerde, op elkaar afgestemde set voor een aanzienlijke verkorting van de omsteltijd bij het wisselen tussen productvarianten.
Onze matrijzensets vormen een praktische en kosteneffectieve vervanging voor ASB- en AOKI-matrijzen, zonder dat machineaanpassingen nodig zijn. De dimensionale overeenkomsten – het montagepatroon van de matrijzen, de steek van de halskern en de geometrie van de scheidingslijn van de blaasvorm – zijn afgestemd op de originele machinespecificaties. Fabrieken die al met Japanse apparatuur werken, krijgen toegang tot scherp geprijsde vervangende matrijzen met dezelfde dimensionale uitwisselbaarheid. Dit zorgt voor continuïteit in de productie en verlaagt de aanschafkosten van matrijzen aanzienlijk in vergelijking met het bestellen van OEM-onderdelen bij de oorspronkelijke machinefabrikanten.
Inzetstukken voor de injectieholte worden vervaardigd uit voorgehard H13- of P20-gereedschapsstaal met een hardheid van 48–52 HRC en vervolgens gepolijst tot een Ra-waarde van ≤ 0,05 μm voor optimale optische helderheid. De helften van de blaasvorm worden geproduceerd uit 7075 luchtvaartaluminium met hard geanodiseerde oppervlakken die thermische efficiëntie combineren met krasbestendigheid. De halsringen van roestvrij staal S136 worden nauwkeurig geslepen tot een afdichtingsdiameter van ±0,01 mm. Dit materiaal- en afwerkingsprogramma garandeert dat de oppervlaktekwaliteit van de container en de dimensionale nauwkeurigheid van de halsafwerking gedurende miljoenen productiecycli behouden blijven zonder progressieve degradatie van de holte.
Van een prototype matrijs met één holte tot een productiematrijs met twaalf holtes voor hoge output: ons assortiment spuitblaasvormmatrijzen is schaalbaar en past zich aan de machinecapaciteit en productiebehoeften aan. Dankzij het modulaire ontwerp van de holte-inzetstukken kan dezelfde matrijsbasis voor bepaalde halsafwerkingen en verpakkingsfamilies worden aangepast met verschillende holte-inzetstukken wanneer de productspecificaties veranderen. Dit verlaagt de benodigde investering in gereedschap wanneer een verpakkingsmerk zijn verpakkingsontwerp vernieuwt. Er zijn configuraties met één of twee rijen beschikbaar voor machines die parallelle preform-uitlijning ondersteunen.
Elke matrijsset is ontworpen voor het specifieke materiaal dat de klant wil verwerken: PET, PETG, PETE, zeer transparant PP, PCTG, SAN, PC, PMMA, PS of TRITAN (BPA-vrij). De poortgeometrie, de balans van de kanalen, de ontluchting van de matrijs en de koelingslay-out worden allemaal in de ontwerpfase geoptimaliseerd voor het gekozen harstype. Deze flexibiliteit betekent dat één matrijsprogramma kan voldoen aan de behoeften van standaard PET-waterflessen tot farmaceutische verpakkingen van medisch PC en BPA-vrije babyflesjes, allemaal binnen één productietechnologieplatform zonder concessies te doen aan het proces.
4. Matrijzenmaterialen en constructienormen
De levensduur en de kwaliteit van de output van elke spuitgietmatrijs voor rekblaasvormen worden in de eerste plaats bepaald tijdens de materiaalselectie. Inferieur staal, onvoldoende warmtebehandeling of onnauwkeurige bewerkingstoleranties leiden tot voortijdige slijtage van de matrijs, braamvorming bij de scheidingslijn en inconsistente afmetingen van het voorvormstuk, lang voordat de matrijs zijn beoogde levensduur bereikt. Onze normen voor matrijsconstructie omvatten elke kritische materiaal- en procesparameter in de toeleveringsketen van de matrijs, van de inkoop van ruw staal tot de uiteindelijke dimensionale inspectie vóór verzending.
Inzetstukken voor de injectieholte worden vervaardigd uit H13 warmbewerkingsgereedschapsstaal (equivalent aan DIN 1.2344) of P20 voorgehard staal (DIN 1.2311), afhankelijk van het productievolume en het harstype. H13 wordt gekozen voor grote productievolumes en technische harsen zoals PC en PPSU, die een hoge injectiedruk en verhoogde matrijstemperaturen vereisen; P20 is geschikt voor cosmetische PET- en PETG-toepassingen bij matige drukken. Beide staalsoorten ondergaan een vacuümwarmtebehandeling en een dubbele temperbehandeling voor een uniforme hardheid. De helften van de blaasvorm, vervaardigd uit 7075-T6 luchtvaartaluminium, hebben een thermische geleidbaarheid die ongeveer vijf keer hoger is dan die van staal. Dit resulteert direct in een kortere afkoeltijd per cyclus en een betere beheersing van de kristalliniteit in de containerwand. Halsringen en kernpennen die de schroefdraad en afdichtingsgeometrie bepalen, worden geproduceerd uit gehard S136 roestvrij staal (vergelijkbaar met gemodificeerd AISI 420) voor corrosiebestendigheid tegen vocht en polymerontledingsgassen. De strekstaven worden geslepen uit doorgehard roestvrij staal tot een maattolerantie van ±0,01 mm met een oppervlakteruwheid Ra ≤ 0,2 μm om wrijving tijdens axiale penetratie van het voorvormstuk te minimaliseren.
| Matrijsonderdeel | Materiaal | Hardheid | Oppervlakteafwerking | Kernpunten |
|---|---|---|---|---|
| Injectieholte-inzetstuk | H13 / P20 gereedschapsstaal | 48–52 HRC (H13) / 28–34 HRC (P20) | Spiegelglans Ra ≤ 0,05 μm | Vacuüm warmtebehandeld, dubbel getemperd |
| Blaasvormholte | 7075-T6 aluminiumlegering | HB 150–175 | Hard anodiseren 25–30 μm | Hoge thermische geleidbaarheid, snelle cycluskoeling |
| Halsring / Draadkern | S136 roestvrij staal | 50–52 HRC | Hoogglans polijstmiddel | Corrosiebestendig, geslepen afdichtingsdiameter van ±0,01 mm |
| Rekstang | Gehard roestvrij staal | 52–55 HRC | Grond Ra ≤ 0,2 μm | Maattolerantie ±0,01 mm |
| Vormbasis / Frame | 45# staal (spanningsarm gemaakt) | HRC 28–34 | Zwart oxide / vernikkeld | CNC-gefreesd na spanningsverlagend gloeien. |
| Conditioneringskern | Berylliumkoper / H13 | HRC 36–40 | Gepolijst | Hoge thermische geleidbaarheid voor een gelijkmatige temperatuurregeling. |
5. Specificaties voor machinemodel en aantal matrijsopeningen
De onderstaande tabellen tonen de maximaal haalbare containerafmetingen bij elk aantal matrijsvormen voor de drie belangrijkste machinemodellen. Deze cijfers geven de ontwerpmarge aan waarbinnen aangepaste containerprofielen kunnen worden ontwikkeld. De werkelijke afmetingen van een specifieke fles zijn afhankelijk van de rekverhouding, het materiaal en de gewenste wanddikte. Onze matrijsontwerpers controleren elk ontwerp op maat aan de hand van deze limieten voordat ze overgaan tot de matrijsfabricage. Zo zorgen we ervoor dat de containerspecificatie haalbaar is op het gekozen machineplatform voordat er ook maar één spaander staal wordt gesneden.
EP-BPET-70V4 — Afmetingen van de matrijs
| Parameter | Eenheid | 1 holte | 2 holtes | 3 holtes | 4 holtes | 5 holtes | 6 holtes |
|---|---|---|---|---|---|---|---|
| Maximale uitwendige hals | mm | 80 | 60 | 45 | 34 | 30 | 20 |
| Maximale lichaamsdiameter | mm | 116 | 99 | 75 | 66 | 50 | 44 |
| Maximale hoogte | mm | 300 | 300 | 300 | 200 | 200 | 200 |
| Max. volume | ml | 2,500 | 2,300 | 1,000 | 500 | 300 | 150 |
EP-BPET-125V4 — Afmetingen van de matrijs
| Parameter | Eenheid | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Maximale buitendiameter van de hals (mm) | mm | 148 | 120 | 99 | 94 | 73 | 57 | 42 | 36 | 34 | 26 | 23 | 18 |
| Maximale lichaamsdiameter (mm) | mm | 204 | 152 | 130 | 120 | 98 | 78 | 66 | 54 | 53 | 44 | 40 | 37 |
| Maximale hoogte (mm) | mm | 300 | 300 | 300 | 300 | 300 | 250 | 250 | 250 | 250 | 250 | 250 | 250 |
| Max. volume (ml) | ml | 5,000 | 3,000 | 2,000 | 1,000 | 800 | 600 | 450 | 400 | 300 | 250 | 200 | 100 |
EP-BPET-94V3 — Afmetingen van de matrijs
| Parameter | Eenheid | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|---|
| Maximale buitendiameter van de hals (mm) | mm | 110 | 109 | 89 | 70 | 42 | 34 | 30 | 24 |
| Maximale lichaamsdiameter (mm) | mm | 149 | 130 | 130 | 100 | 80 | 66 | 54 | 48 |
| Maximale hoogte (mm) | mm | 300 | 300 | 300 | 300 | 250 | 250 | 200 | 200 |
| Max. volume (ml) | ml | 4,500 | 2,500 | 2,500 | 1,500 | 800 | 500 | 300 | 200 |
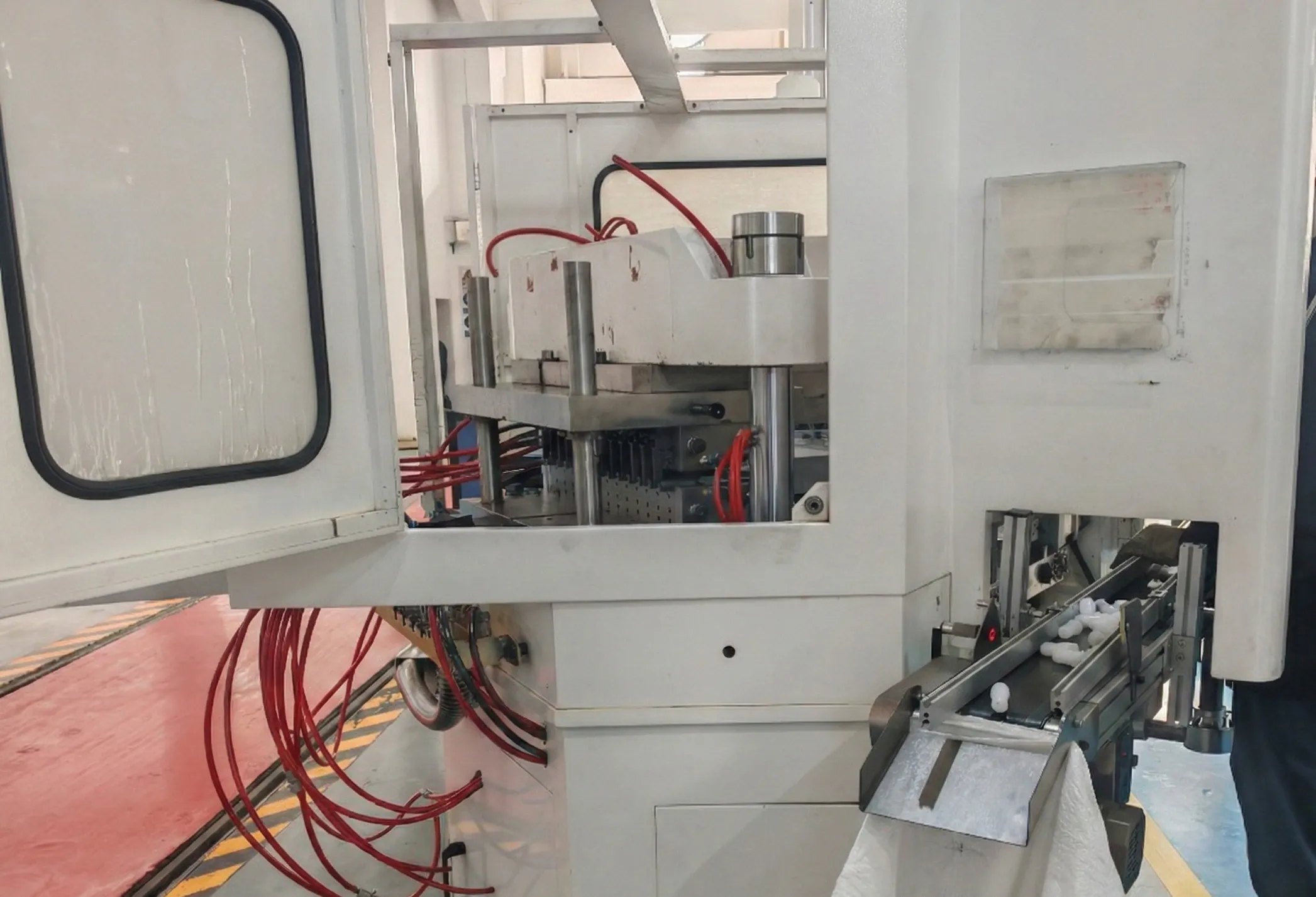
EP-BPET-94-V3 spuitgiet-rekblaasvormmachine | 3 stations

6. Toepassingsscenario's
De veelzijdigheid van de Eénstaps spuitgieten en rekblaasvormen Dit maakt het de voorkeursmal voor een breed scala aan verpakkingssectoren. De onderstaande toepassingsgebieden vertegenwoordigen de belangrijkste commerciële toepassingen van deze matrijzensets in productieomgevingen in Colombia, Latijns-Amerika en internationaal.
Verpakkingen voor cosmetica en persoonlijke verzorgingsproducten
Premium serumflessen, lotionverpakkingen, shampooflessen en foundationverpakkingen vereisen de hoogste optische helderheid en de scherpste afwerking van de hals die het spuitgietproces kan leveren. De spiegelgepolijste H13-injectieholtes en S136-halskernen in onze matrijzen zorgen voor de visuele kwaliteit en dimensionale herhaalbaarheid die merkeigenaren eisen. PETG- en PCTG-formuleringen die de kleurdiepte en slagvastheid verbeteren, worden volledig ondersteund door materiaalspecifieke poort- en koelsystemen.
Farmaceutische en medische verpakkingen
Oogdruppelflessen, siroopflessen, tabletpotten en infuusflessen vereisen een contaminatievrije productie en strenge maatcontrole van de halsafwerking om lekdichtheid te garanderen. Het verzegelde, eenstaps proces op één machine elimineert de tussenliggende handeling van de voorvormen, het grootste contaminatierisico in tweestaps systemen. PC- en PPSU-materialen voor herbruikbare medische verpakkingen worden verwerkt met de juiste specificaties voor de matrijsconstructie, het poortontwerp en de verwerkingstemperatuur, conform de eisen van de farmaceutische regelgevende instanties.
Voedsel- en drankverpakkingen
PET-waterflessen, sapverpakkingen, kruidenflessen en voedselveilige potten met brede opening behoren tot de meest geproduceerde producten voor ISBM-matrijzen die in één stap worden vervaardigd. Ons matrijsontwerp realiseert de biaxiale moleculaire oriëntatie die nodig is voor voldoende draagkracht en barrièrewerking in voedselveilig PET. Potten met brede opening tot een diameter van 204 mm zijn beschikbaar op het BPET-125V4-platform met een aangepast aantal holtes, waardoor de productie van voedselverpakkingen mogelijk is die niet haalbaar zouden zijn op machines met een kleiner formaat.
Flessen voor baby- en zuigelingenproducten
Babyflessen en tuitbekers vereisen BPA-vrije materialen — TRITAN, PPSU of voedselveilig PC — in combinatie met uiterst nauwkeurige afmetingen van de hals om compatibiliteit met standaard speensluitingen te garanderen. Onze matrijzen voor babyproducten zijn ontworpen met bijzondere aandacht voor het minimaliseren van restanten van de opening: de binnenkant van de fles moet glad, gemakkelijk schoon te maken en vrij zijn van materiaalresten die bacteriën kunnen bevatten. Documentatie ter onderbouwing van de BPA-vrije norm en voedselveiligheidscertificering wordt bij elke matrijs voor babyproducten meegeleverd.
Containers voor huishoudelijke en industriële chemicaliën
PETG- en PP-formuleringen voor huishoudelijke schoonmaakproducten, autovloeistoffen en landbouwchemicaliën stellen hoge eisen aan chemische bestendigheid en aan de precisie van de afdichtingszones rond de hals waar kindveilige sluitingen in grijpen. Onze voor PP geoptimaliseerde matrijzensets zijn voorzien van specifiek afgestemde temperatuurprofielen voor de hot runner en ontluchting van de matrijs om de stromingseigenschappen van semi-kristallijn polypropyleen te verwerken. Dit materiaal gedraagt zich aanzienlijk anders dan PET in het ISBM-proces in één stap en vereist speciaal gereedschapsontwerp in plaats van aanpassing van standaard PET-matrijzen.
Ambachtelijke, speciaal gevormde en LED-componenten
Het ISBM-proces in één stap maakt een consistente productie mogelijk van niet-rotatiesymmetrische verpakkingen – vierkante flessen, ovale secties, driehoekige profielen en op maat gemaakte reliëfvormen – die moeilijk betrouwbaar te realiseren zijn met tweestapssystemen vanwege de complexiteit van de uitlijning tussen voorvorm en blaasvorm. LED-lampenkapcomponenten en decoratieve verpakkingen van PS of PMMA behoren tot de specialistische toepassingen waarvoor onze op maat gemaakte spuitgietmatrijzen worden gebruikt. Het matrijsontwerpteam werkt hierbij met door de klant aangeleverde geometriebestanden of fysieke monsters.
7. Wettelijke en industriële normen voor ISBM-plasticverpakkingen
Kopers van spuitgietmatrijzen en de daarmee geproduceerde kunststofverpakkingen opereren in een complex regelgevingskader dat betrekking heeft op voedselveiligheid, naleving van de voorschriften voor farmaceutische verpakkingen, milieubeleid en industriële veiligheid. Het onderstaande overzicht behandelt de belangrijkste toepasselijke normen in de belangrijkste markten die relevant zijn voor onze klanten, met bijzondere aandacht voor Colombia en de Latijns-Amerikaanse regio, waar het bewustzijn van de regelgeving steeds belangrijker wordt voor zowel verpakkingsleveranciers als merkeigenaren.
| Rechtsgebied | Norm / Voorschrift | Relevantie voor ISBM-verpakkingen |
|---|---|---|
| Colombia | INVIMA Resolución 683/2012 (voedselcontact NTC) | Regelt kunststoffen die in contact komen met voedsel; PET-, PETG- en PP-verpakkingen vereisen materiaaldeclaratie en migratietesten volgens de ICONTEC NTC-normen. |
| Colombia | Ley 1672 de 2013 / Ley 1466 de 2011 plastic afval | Bevordert recyclebare verpakkingen van één materiaal; PET-verpakkingen geproduceerd door ISBM zijn volledig recyclebaar, wat bijdraagt aan de naleving van de uitgebreide producentenverantwoordelijkheidseisen. |
| Colombia | Decreto 1596 de 2015 / RETIE | De voorschriften voor elektrische veiligheid en machinebeveiliging zijn van toepassing op ISBM-machines en bijbehorende apparatuur die in Colombiaanse installaties in gebruik zijn. |
| Europese Unie | Verordening (EG) nr. 1935/2004 – Materialen voor contact met levensmiddelen | Regelt alle materialen die in contact komen met voedsel; vereist leveranciersdocumentatie en traceerbaarheid voor alle plastic componenten, inclusief PET ISBM-verpakkingen voor voedsel of dranken. |
| Europese Unie | EU-verordening 10/2011 – Kunststoffen die in contact komen met levensmiddelen | Specifieke migratielimieten voor kunststofadditieven; een algemene migratielimiet van ≤ 10 mg/dm² geldt voor PET- en PP-harsen die in ISBM worden gebruikt; matrijsleveranciers moeten ervoor zorgen dat de materialen in de matrijs geen verontreiniging introduceren. |
| VS | FDA 21 CFR Deel 177 – Indirecte voedseladditieven: polymeren | Normen voor harsen in voedselverpakkingen, waaronder PET (177.1630) en PP (177.1520); relevant wanneer ISBM-verpakkingen worden geëxporteerd naar of gebruikt op de Amerikaanse markt. |
| Brazilië | ANVISA RDC 327/2019 – Kunststofverpakkingen | De Braziliaanse gezondheidsautoriteit vereist goedkeuring van kunststoffen die met voedsel in contact komen; ISBM-verpakkingen die naar Brazilië worden geëxporteerd, moeten gebruikmaken van door ANVISA goedgekeurde kunststoffen met conformiteitsdocumentatie. |
| Farmaceutische wereld | ICH Q8 / USP Plastic farmaceutische verpakkingen | Definieert testen op extracteerbare en uitloogbare stoffen voor farmaceutische verpakkingen; ISBM-matrijzen voor farmaceutische verpakkingen minimaliseren de vorming van gietkanaalresten en de ruwheid van het binnenoppervlak om het extractierisico te verlagen. |
| Internationale | ISO 9001:2015 – Kwaliteitsmanagementsysteem | Steeds vaker wordt dit van matrijzenleveranciers geëist als kwalificatievoorwaarde door multinationale fabrikanten van verpakte goederen. |
| Internationale | ISO 15750 / ISO 22000 (Voedselveiligheidsmanagement) | Normen voor voedselveiligheidsmanagementsystemen; kwaliteitsdocumentatie voor matrijzen ondersteunt ISO 22000-certificeringsaudits van klanten in fabrieken voor voedsel- en drankverpakkingen. |
8. Over ons
We hebben een robuuste toeleveringsketen opgezet die machinebetrouwbaarheid, energie-efficiëntie en een complete one-stop-service voor onze wereldwijde partners garandeert. Ons professionele serviceteam bestaat uit ervaren professionals die end-to-end ondersteuning bieden, van matrijsontwerp en prototypebemonstering tot installatie op locatie en personeelstraining. Voor de Latijns-Amerikaanse markt, met name Colombia, begrijpen we het belang van kosteneffectiviteit zonder concessies te doen aan precisie. Onze machine is een uitstekend alternatief voor ASB-spuitblaasmachines en andere Japanse merken, en biedt vergelijkbare prestaties tegen een investeringsbedrag van circa 351 ton, gecombineerd met snellere levertijden en lokale technische ondersteuning.
Workshop




9. Gerelateerde producten en systeemcomponenten
Daarnaast Eénstaps spuitgieten en rekblaasvormen Naast sets en ISBM-machines bieden we een breder scala aan precisie-mechanische componenten en aandrijfsystemen die de complete bouw en het doorlopende onderhoud van verpakkingslijnen ondersteunen. Onze totaaloplossing vereenvoudigt de inkoop voor klanten die productielijnen bouwen of moderniseren in Colombia en de rest van Latijns-Amerika.
Stijve koppelingen en ascomponenten
Precisie-mechanische koppelingen voor het verbinden van aandrijfassen op verpakkings- en transportbanden vereisen dezelfde maatnauwkeurigheidsnormen als matrijzen. Wij leveren starre en flexibele koppelingen die compatibel zijn met de aandrijfconfiguraties die gangbaar zijn op ISBM-machines en de daaropvolgende vul- en etiketteerlijnen. Ontdek ons assortiment starre koppelingen.

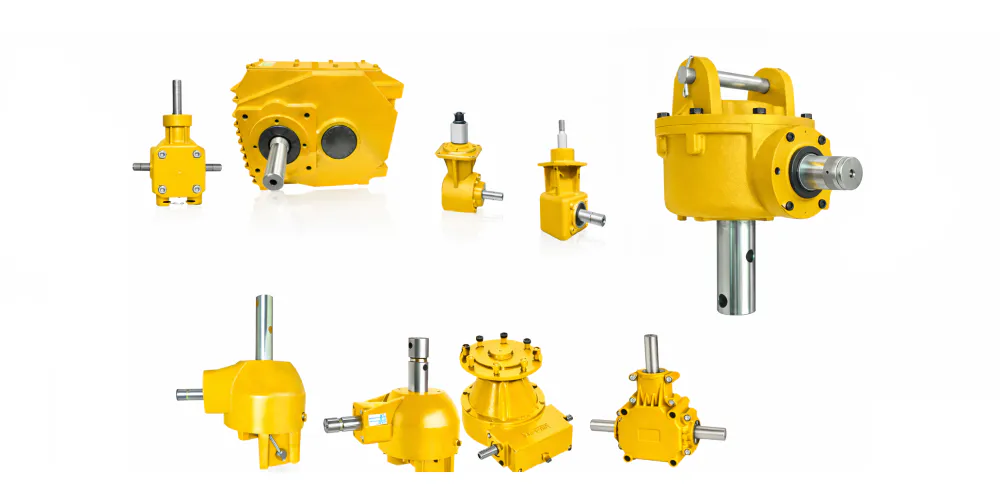
Versnellingsbakken en snelheidsreductoren
Aandrijfversnellingsbakken en precisie-reductoren zijn essentieel voor de transportsystemen, draaitafelaandrijvingen en hulpapparatuur rondom de ISBM-productielijnen. Wij beschikken over leveringscapaciteiten voor hoogwaardige versnellingsbakken die een aanvulling vormen op ons aanbod aan matrijzen en machines, en ondersteunen klanten die één aanspreekpunt nodig hebben voor zowel gereedschappen als mechanische aandrijfcomponenten. Bekijk onze versnellingsbakcatalogus
Veelgestelde vragen
Redacteur: PXY



























