

EP ایک قدمی انجکشن اسٹریچ اڑانے والا مولڈ
ای پی ایک قدمی انجکشن اسٹریچ اڑانے والا مولڈ ایک درست ٹولنگ سیٹ ہے جس میں ون سٹیپ ISBM مشینوں پر مکمل پروڈکشن سیکوئنس کا احاطہ کیا گیا ہے — پریفارم انجیکشن سے لے کر ٹمپریچر کنڈیشنگ کے ذریعے اسٹریچ بلو فارمنگ اور کنٹینر ایجیکشن تک۔ فی سائیکل 1 سے 12 کیویٹیز تک کنفیگریشن میں دستیاب، یہ مولڈ 20 ملی لیٹر سے لے کر 5,000 ملی لیٹر تک کنٹینر والیوم کو سپورٹ کرتا ہے اور چھوٹے اسپیشلٹی رن کے ساتھ ساتھ پائیدار اعلی والیوم کمرشل پیکیجنگ آپریشنز کے لیے بنایا گیا ہے۔ جہتی مستقل مزاجی، یکساں دیوار کی موٹائی، اور پہلے پروڈکشن شاٹ کے بعد دوبارہ پیدا کرنے کے قابل کنٹینر کے معیار کی ضمانت کے لیے ہر سیٹ کو مماثل اجزاء میں درست طریقے سے مشینی بنایا گیا ہے۔
1. ہماری ISBM مشین اور اس کے سانچوں کے فوائد
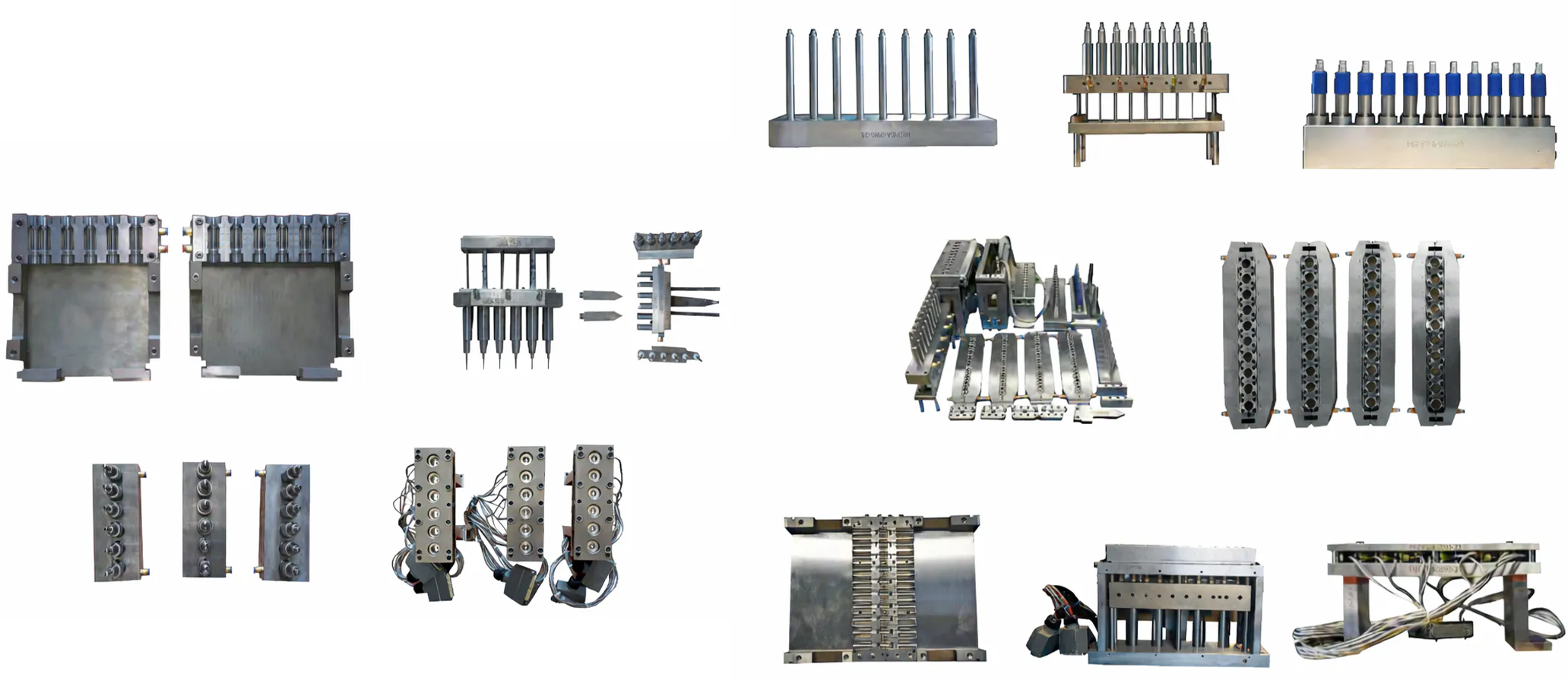
دی ایک قدمی انجکشن اسٹریچ اڑانے والا مولڈ تنہائی میں ایک ٹول نہیں ہے - یہ ایک مکمل، مماثل مولڈ سسٹم ہے جس میں انجیکشن پرفارم مولڈ، بلو مولڈ کیویٹی سیٹ، اسٹریچ راڈ اسمبلی، اور جہاں مشین پلیٹ فارم کو اس کی ضرورت ہوتی ہے، درجہ حرارت کنڈیشنگ کور سیٹ۔ تمام اجزاء کو ایک ساتھ انجینیئر اور کیلیبریٹ کیا جاتا ہے تاکہ انجیکشن اسٹیشن پر تیار کردہ پریفارم جیومیٹری براہ راست اور متوقع طور پر بلو اسٹیشن میں داخل ہوجائے۔ یہ انضمام ایک قدمی ISBM ٹولنگ کی وضاحت کرتا ہے اور یہی وجہ ہے کہ کنٹینر کے طول و عرض، گردن کی تکمیل کی درستگی، اور دیوار کی موٹائی کی یکسانیت مستقل طور پر اس سے آگے بڑھ جاتی ہے جو دو مراحل کے ری ہیٹ سسٹمز عام طور پر حقیقی پیداواری ماحول میں حاصل کرتے ہیں۔ ہماری فیکٹری دو دہائیوں پر مشتمل ٹولنگ ڈیزائن اور مینوفیکچرنگ کے تجربے کو اکٹھا کرتی ہے، جس میں متعدد براعظموں میں کاسمیٹک، فارماسیوٹیکل، فوڈ، اور مشروبات کی پیکیجنگ لائنز چلانے والے صارفین کو مولڈ سیٹس فراہم کیے جاتے ہیں — بشمول کولمبیا اور لاطینی امریکہ میں صنعتی خریداروں کی توسیع پذیر بنیاد۔
مطابقت پورے انجیکشن اسٹریچ بلو مولڈنگ مولڈ رینج میں ڈیزائن کا ایک بنیادی معیار ہے۔ معیاری کنفیگریشنز ہماری BPET-70V4، BPET-94V3، اور BPET-125V4 مشین سیریز کے لیے مقصد سے بنائی گئی ہیں۔ ہم جہتی طور پر ہم آہنگ متبادل مولڈ سیٹ بھی تیار کرتے ہیں۔ جاپانی ASB-12M اور AOKI-250 قسم کی مشینیں۔ - میراثی سامان چلانے والے صارفین کے لیے ایک عملی حل جو خود مشین کو بدلے بغیر ٹولنگ کو اپ گریڈ کرنا چاہتے ہیں۔ کسٹم کیویٹی ڈیزائنز، منفرد گردن ختم جیومیٹریز، اور غیر معیاری کنٹینر کی شکلیں ہمارے مولڈ انجینئرنگ ڈیپارٹمنٹ کے ذریعے ہینڈل کی جاتی ہیں، جو CNC مشینی مراکز اور EDM آلات سے لیس ہے تاکہ کسٹمر کی فراہم کردہ 3D فائلوں یا جسمانی بوتل کے نمونوں سے کام کر سکے۔
اسٹیل کے انتخاب اور گرمی کے علاج کے مرحلے پر معیار وہی ہے جو طویل عرصے سے چلنے والی پیداواری ٹولنگ کو ٹولنگ سے الگ کرتا ہے جس کی قبل از وقت مرمت کی ضرورت ہوتی ہے۔ انجیکشن کیویٹی انسرٹس کو پہلے سے سخت P20 یا H13 ٹول اسٹیل سے مشین کیا جاتا ہے جس میں کیویٹی سطحوں کو آئینے تک چمکانے کے لیے پالش کیا جاتا ہے، اس نظری وضاحت کو یقینی بناتا ہے جس کی پریمیم کاسمیٹک اور فارماسیوٹیکل کنٹینرز کی ضرورت ہوتی ہے۔ بلو مولڈ ہاف کو ایوی ایشن گریڈ ایلومینیم الائے سے سخت انوڈائزنگ کے ساتھ تیار کیا جاتا ہے، جسے اس کی تھرمل چالکتا، تیز رفتار مولڈ تبدیلیوں کے لیے ہلکا وزن، اور ہائی سائیکل آپریشن کے لیے مناسب سختی کے لیے منتخب کیا جاتا ہے۔ بقیہ تناؤ کو ختم کرنے کے لیے حتمی مشیننگ سے پہلے مولڈ بیسز تناؤ سے نجات پاتے ہیں جو توسیعی پیداوار پر جہتی بڑھنے کا سبب بنتے ہیں۔ نتیجہ ایک ٹولنگ پروگرام ہے جو حقیقی طور پر انجیکشن اسٹریچ بلو مولڈنگ مصنوعات کی خدمت کرتا ہے جو مسابقتی بازاروں میں خریداروں کو مستقل اور منافع بخش طریقے سے تیار کرنے کی ضرورت ہوتی ہے۔
2. ون سٹیپ انجکشن سٹریچ بلونگ مولڈ کیسے کام کرتا ہے۔
یہ سمجھنا کہ مولڈ سسٹم مجموعی طور پر کیسے کام کرتا ہے۔ انجکشن مسلسل دھچکا مولڈنگ عمل واضح کرتا ہے کہ ٹولنگ کی درستگی پیداوار کے نتائج کے لیے اتنی اہم کیوں ہے۔ 3-اسٹیشن مشین پر سائیکل اس طرح چلتا ہے: سٹیشن 1 پر انجیکشن مولڈ ہاٹ رنر گیٹ کے ارد گرد بند ہو جاتا ہے، پگھلی ہوئی رال کو پرفارم بنانے کے لیے انجکشن لگایا جاتا ہے، اور گردن کی تکمیل کو یہاں جہتی طور پر سیٹ کیا جاتا ہے جس میں عام طور پر ±0.05 ملی میٹر سے زیادہ برداشت ہوتی ہے — ہر دھاگے کی سطح، سنگل سطح، اس دھاگے اور سمندری سطح پر قائم اسٹیشن پریفارم کو گردن کے حصّوں پر اسٹیشن 2 تک لے جایا جاتا ہے جہاں اسے دم سے تراشا یا تھرمل کنڈیشنڈ کیا جاتا ہے، اور وہاں سے اسٹیشن 3 تک پہنچایا جاتا ہے جہاں بلو مولڈ اس کے گرد بند ہوجاتا ہے۔ ایک اسٹریچ راڈ محوری طور پر نیچے اترتی ہے، پیشگی کو لمبا کرتی ہے جبکہ ریڈیل بلو پریشر بیک وقت کنٹینر کی شکل حاصل کرنے کے لیے گہا کی سطح کے خلاف دیوار کو پھیلاتا ہے۔ 4-اسٹیشن مشینوں پر انجیکشن اور بلو کے درمیان اضافی کنڈیشنگ سٹیشن زیادہ درست درجہ حرارت کے توازن کی اجازت دیتا ہے، یہی وجہ ہے کہ 4-اسٹیشن کنفیگریشنز موٹی دیواروں یا چوڑے منہ والے کنٹینرز کو قابل اعتماد طریقے سے سنبھال سکتی ہیں جو 3-اسٹیشن لے آؤٹ کو چیلنج کرے گی۔
تیار شدہ بوتل کی کارکردگی — وضاحت، دیوار کی موٹائی کی یکسانیت، سب سے زیادہ بوجھ کی طاقت، اور رکاوٹ کی کارکردگی — مولڈ ڈیزائن پر براہ راست واپس آتی ہے۔ گہا کی سطح کی کھردری نظری وضاحت کا تعین کرتی ہے۔ کولنگ چینل کی ترتیب سائیکل کے وقت اور کرسٹل پن کا تعین کرتی ہے۔ پیشگی دیوار کی موٹائی کا پروفائل اس بات کا تعین کرتا ہے کہ دو محوری اسٹریچنگ کے دوران مواد کیسے تقسیم ہوتا ہے۔ ایک اچھی طرح سے انجنیئر شدہ انجیکشن اسٹریچ بلو مولڈ اس لیے نہ صرف شکل دینے والا آلہ ہے بلکہ عمل کا ایک درست جزو ہے۔ ہماری مولڈ انجینئرنگ ٹیم سٹیل کی کٹائی کا ارتکاب کرنے سے پہلے میٹریل فلو، اسٹریچ ڈسٹری بیوشن، اور ٹھنڈک کے رویے کو ماڈل کرتی ہے — اس لیے فزیکل مولڈ مہنگے دوبارہ کام کے متعدد چکروں کے بجائے پہلے ٹرائل شاٹ سے پیش گوئی کے مطابق کارکردگی کا مظاہرہ کرتا ہے۔

3. پانچ اہم مصنوعات کے فوائد
ہر ایک ایک قدمی انجکشن اسٹریچ اڑانے والا مولڈ ایک جہتی طور پر توثیق شدہ مماثل سیٹ کے طور پر ڈیلیور کیا جاتا ہے — انجیکشن مولڈ، بلو مولڈ، اسٹریچ راڈ اسمبلی، اور کنڈیشنگ کور — فیلڈ شیمنگ یا پوسٹ ڈیلیوری ایڈجسٹمنٹ کے بغیر ایک ساتھ کام کرنے کے لیے مشینی ہے۔ یہ پریفارم ٹو بلو الائنمنٹ ڈرفٹ کو ختم کرتا ہے جو ISBM پروڈکشن میں دیوار کی موٹائی کے تغیر اور آف سینٹر بیسز کی سب سے عام وجہ ہے۔ کولمبیا اور لاطینی امریکہ کے صارفین کے لیے جو ہائی مکس بوتل لائنیں چلا رہے ہیں، پہلے سے توثیق شدہ مماثل سیٹ حاصل کرنے سے پروڈکٹ SKUs کے درمیان تبدیل ہونے پر تبدیلی کے وقت کو ڈرامائی طور پر کم کر دیا جاتا ہے۔
ہمارے مولڈ سیٹ مشین میں ترمیم کی ضرورت کے بغیر ASB اور AOKI ٹولنگ کے ایک عملی، لاگت سے موثر متبادل کے طور پر کام کرتے ہیں۔ جہتی انٹرفیسز - پلیٹین ماؤنٹنگ پیٹرن، گردن کی بنیادی پچ، بلو کیویٹی پارٹنگ لائن جیومیٹری - اصل مشین کی وضاحتوں سے مماثل ہیں۔ پہلے سے جاپانی آلات چلانے والی فیکٹریاں ایک ہی جہتی تبادلہ کے ساتھ مسابقتی قیمت کے متبادل مولڈ آپشنز تک رسائی حاصل کرتی ہیں، جس سے پیداواری تسلسل کو فعال کیا جاتا ہے جبکہ اصل مشین بنانے والوں سے OEM حصوں کو سورس کرنے کے مقابلے میں ٹولنگ کی خریداری کے اخراجات میں نمایاں کمی آتی ہے۔
انجیکشن کیویٹی انسرٹس کو H13 یا P20 پہلے سے سخت ٹول اسٹیل سے 48–52 HRC پر مشین کیا جاتا ہے، پھر پریمیم آپٹیکل کلیئرٹی کے لیے Ra ≤ 0.05 μm پر پالش کیا جاتا ہے۔ بلو مولڈ ہاف 7075 ایوی ایشن ایلومینیم سے سخت اینوڈائزڈ سطحوں کے ساتھ تیار کیے جاتے ہیں جو تھرمل کارکردگی کو سکریچ مزاحمت کے ساتھ ملاتے ہیں۔ S136 سٹینلیس گردن کی انگوٹھیاں سگ ماہی کے قطر پر ±0.01 ملی میٹر تک درست گراؤنڈ ہیں۔ یہ مواد اور فنش پروگرام اس بات کو یقینی بناتا ہے کہ کنٹینر کی سطح کے معیار اور گردن کی تکمیل کی جہتی صلاحیت کو لاکھوں پروڈکشن سائیکلوں کے ذریعے ترقی پسند گہا کے انحطاط کے بغیر برقرار رکھا جائے۔
سنگل کیوٹی پروٹوٹائپ مولڈ سے لے کر 12-کیوٹی ہائی آؤٹ پٹ پروڈکشن ٹول تک، ہمارا انجیکشن بلو مولڈنگ مولڈ رینج مشین کی صلاحیت اور پیداواری طلب سے مطابقت رکھتا ہے۔ ماڈیولر کیویٹی انسرٹ ڈیزائن کا مطلب یہ ہے کہ مخصوص گردن کی تکمیل اور کنٹینر فیملیز کے لیے، پروڈکٹ کی وضاحتیں تبدیل ہونے پر ایک ہی مولڈ بیس کو مختلف کیویٹی انسرٹس کے ساتھ دوبارہ تشکیل دیا جا سکتا ہے - جب کوئی پیکیجنگ برانڈ اپنے کنٹینر کے ڈیزائن کو اپ ڈیٹ کرتا ہے تو ٹولنگ کی سرمایہ کاری کو کم کرتا ہے۔ سنگل قطار اور دوہری قطار کی ترتیب ان مشینوں کے لیے دستیاب ہیں جو متوازی پیشگی ترتیب کی ترتیب کو سپورٹ کرتی ہیں۔
ہر مولڈ سیٹ اس مخصوص مواد کے لیے ڈیزائن کیا گیا ہے جسے صارف چلانے کا ارادہ رکھتا ہے — PET، PETG، PETE، اعلی شفافیت PP، PCTG، SAN، PC، PMMA، PS، یا TRITAN (BPA سے پاک)۔ گیٹ جیومیٹری، رنر بیلنس، کیویٹی وینٹنگ، اور کولنگ لے آؤٹ سبھی کو نامزد کردہ رال کی قسم کے لیے ڈیزائن کے مرحلے پر بہتر بنایا گیا ہے۔ اس لچک کا مطلب ہے کہ ایک سنگل مولڈ پروگرام معیاری پی ای ٹی پانی کی بوتلوں سے میڈیکل گریڈ کے پی سی فارماسیوٹیکل کنٹینرز اور بی پی اے سے پاک بچے کی مصنوعات کی بوتلوں کے ذریعے ضروریات کو پورا کر سکتا ہے، یہ سب ایک ہی مینوفیکچرنگ ٹیکنالوجی پلیٹ فارم کے اندر بغیر کسی عمل کے سمجھوتہ کے۔
4. مولڈ میٹریلز اور تعمیراتی معیارات
کسی بھی انجیکشن اسٹریچ بلو مولڈنگ مولڈ کی لمبی عمر اور آؤٹ پٹ کوالٹی کا تعین پہلے مواد کے انتخاب کے مرحلے پر کیا جاتا ہے۔ کمتر سٹیل، گرمی کا ناکافی علاج، یا غلط مشینی رواداری مولڈ کے اپنی مطلوبہ سروس لائف تک پہنچنے سے بہت پہلے وقت سے پہلے گہا کے ٹوٹنے، الگ کرنے والی لائن پر چمکنے، اور متضاد پرفارم کے طول و عرض کا سبب بنتی ہے۔ ہمارے مولڈ کی تعمیر کے معیارات ٹولنگ سپلائی چین میں ہر اہم مواد اور عمل کے پیرامیٹر کو حل کرتے ہیں، خام اسٹیل کی خریداری سے لے کر ڈسپیچ سے پہلے حتمی جہتی معائنہ کے ذریعے۔
انجکشن کیویٹی انسرٹس H13 ہاٹ ورک ٹول اسٹیل (DIN 1.2344 کے مساوی) یا P20 پری سخت سٹیل (DIN 1.2311) سے پروڈکشن کے حجم اور رال کی قسم پر منحصر ہوتے ہیں۔ H13 کو ہائی والیوم رن اور انجینئرنگ ریزنز جیسے PC اور PPSU کے لیے منتخب کیا جاتا ہے جو ہائی انجیکشن پریشر اور اونچے مولڈ درجہ حرارت کو مسلط کرتے ہیں۔ P20 معتدل دباؤ پر کاسمیٹک PET اور PETG ایپلی کیشنز کے لیے موزوں ہے۔ دونوں اسٹیل ویکیوم ہیٹ ٹریٹمنٹ اور یکساں سختی کے لیے ڈبل ٹیمپرنگ سے گزرتے ہیں۔ 7075-T6 ایوی ایشن ایلومینیم میں بلو مولڈ ہاف اسٹیل سے تقریباً پانچ گنا زیادہ تھرمل چالکتا پیش کرتے ہیں، جو براہ راست فی سائیکل کم کولنگ ٹائم اور کنٹینر کی دیوار میں بہتر کرسٹالنٹی کنٹرول میں ترجمہ کرتے ہیں۔ نمی اور پولیمر سڑنے والی گیسوں کے خلاف سنکنرن مزاحمت کے لیے گردن کے حلقے اور بنیادی پن جو دھاگے اور سگ ماہی جیومیٹری کی وضاحت کرتے ہیں، سخت S136 سٹینلیس سٹیل (AISI 420 ترمیم شدہ کی طرح) سے تیار کیے جاتے ہیں۔ اسٹریچ راڈز کو سخت سٹینلیس سٹیل بار سے لے کر ±0.01 ملی میٹر جہتی رواداری کے ساتھ سطح کی کھردری Ra ≤ 0.2 μm تک گراؤنڈ کیا جاتا ہے تاکہ محوری پہلے کی دخول کے دوران رگڑ کو کم کیا جا سکے۔
| مولڈ اجزاء | مواد | سختی | سطح ختم | کلیدی نوٹس |
|---|---|---|---|---|
| انجکشن کیویٹی داخل کریں۔ | H13/P20 ٹول اسٹیل | 48–52 HRC (H13) / 28–34 HRC (P20) | آئینہ پالش Ra ≤ 0.05 μm | ویکیوم گرمی کا علاج کیا گیا، ڈبل مزاج |
| بلو مولڈ کیویٹی | 7075-T6 ایلومینیم کھوٹ | ایچ بی 150–175 | سخت انوڈائزنگ 25–30 μm | اعلی تھرمل چالکتا، تیز سائیکل کولنگ |
| گردن کی انگوٹھی / تھریڈ کور | S136 سٹینلیس سٹیل | 50–52 HRC | ہائی گلوس پالش | سنکنرن مزاحم، زمینی ±0.01 ملی میٹر سگ ماہی قطر |
| اسٹریچ راڈ | سخت سٹینلیس سٹیل | 52–55 HRC | گراؤنڈ Ra ≤ 0.2 μm | جہتی رواداری ±0.01 ملی میٹر |
| مولڈ بیس/فریم | 45# اسٹیل (تناؤ سے نجات) | HRC 28–34 | بلیک آکسائیڈ/نکل پلیٹ | تناؤ سے نجات کے اینیلنگ کے بعد CNC مشینی |
| کنڈیشنگ کور | بیریلیم کاپر / H13 | HRC 36–40 | پالش | یکساں درجہ حرارت کے ضابطے کے لیے اعلی تھرمل چالکتا |
5. مشین کا ماڈل اور مولڈ کیوٹی نردجیکرن کی تعداد
نیچے دی گئی جدولوں میں تین بنیادی مشین ماڈلز کے لیے ہر گہا کی گنتی پر حاصل کیے جانے والے زیادہ سے زیادہ کنٹینر کے طول و عرض کی فہرست دی گئی ہے۔ یہ اعداد و شمار ڈیزائن لفافے کی نمائندگی کرتے ہیں جس کے اندر اپنی مرضی کے مطابق کنٹینر پروفائلز تیار کیے جاسکتے ہیں۔ ایک مخصوص بوتل کے لیے اصل طول و عرض کا انحصار اسٹریچ ریشو، مواد اور دیوار کی موٹائی کے ہدف پر ہوتا ہے۔ ہمارے مولڈ انجینئرز ٹولنگ فیبریکیشن کا ارتکاب کرنے سے پہلے ان حدود کے خلاف ہر حسب ضرورت ڈیزائن کا جائزہ لیتے ہیں، اس بات کو یقینی بناتے ہوئے کہ کسی بھی سٹیل کو کاٹنے سے پہلے نامزد مشین پلیٹ فارم پر کنٹینر کی تفصیلات حاصل کی جاسکتی ہیں۔
EP-BPET-70V4 — مولڈ گہا کے طول و عرض
| پیرامیٹر | یونٹ | 1 گہا ۔ | 2 cavities | 3 cavities | 4 cavities | 5 cavities | 6 cavities |
|---|---|---|---|---|---|---|---|
| زیادہ سے زیادہ بیرونی گردن | ملی میٹر | 80 | 60 | 45 | 34 | 30 | 20 |
| زیادہ سے زیادہ جسمانی قطر | ملی میٹر | 116 | 99 | 75 | 66 | 50 | 44 |
| زیادہ سے زیادہ اونچائی | ملی میٹر | 300 | 300 | 300 | 200 | 200 | 200 |
| زیادہ سے زیادہ حجم | ملی لیٹر | 2,500 | 2,300 | 1,000 | 500 | 300 | 150 |
EP-BPET-125V4 — مولڈ گہا کے طول و عرض
| پیرامیٹر | یونٹ | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| زیادہ سے زیادہ بیرونی گردن (ملی میٹر) | ملی میٹر | 148 | 120 | 99 | 94 | 73 | 57 | 42 | 36 | 34 | 26 | 23 | 18 |
| زیادہ سے زیادہ جسمانی قطر (ملی میٹر) | ملی میٹر | 204 | 152 | 130 | 120 | 98 | 78 | 66 | 54 | 53 | 44 | 40 | 37 |
| زیادہ سے زیادہ اونچائی (ملی میٹر) | ملی میٹر | 300 | 300 | 300 | 300 | 300 | 250 | 250 | 250 | 250 | 250 | 250 | 250 |
| زیادہ سے زیادہ حجم (ملی لیٹر) | ملی لیٹر | 5,000 | 3,000 | 2,000 | 1,000 | 800 | 600 | 450 | 400 | 300 | 250 | 200 | 100 |
EP-BPET-94V3 — مولڈ گہا کے طول و عرض
| پیرامیٹر | یونٹ | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|---|
| زیادہ سے زیادہ بیرونی گردن (ملی میٹر) | ملی میٹر | 110 | 109 | 89 | 70 | 42 | 34 | 30 | 24 |
| زیادہ سے زیادہ جسمانی قطر (ملی میٹر) | ملی میٹر | 149 | 130 | 130 | 100 | 80 | 66 | 54 | 48 |
| زیادہ سے زیادہ اونچائی (ملی میٹر) | ملی میٹر | 300 | 300 | 300 | 300 | 250 | 250 | 200 | 200 |
| زیادہ سے زیادہ حجم (ملی لیٹر) | ملی لیٹر | 4,500 | 2,500 | 2,500 | 1,500 | 800 | 500 | 300 | 200 |
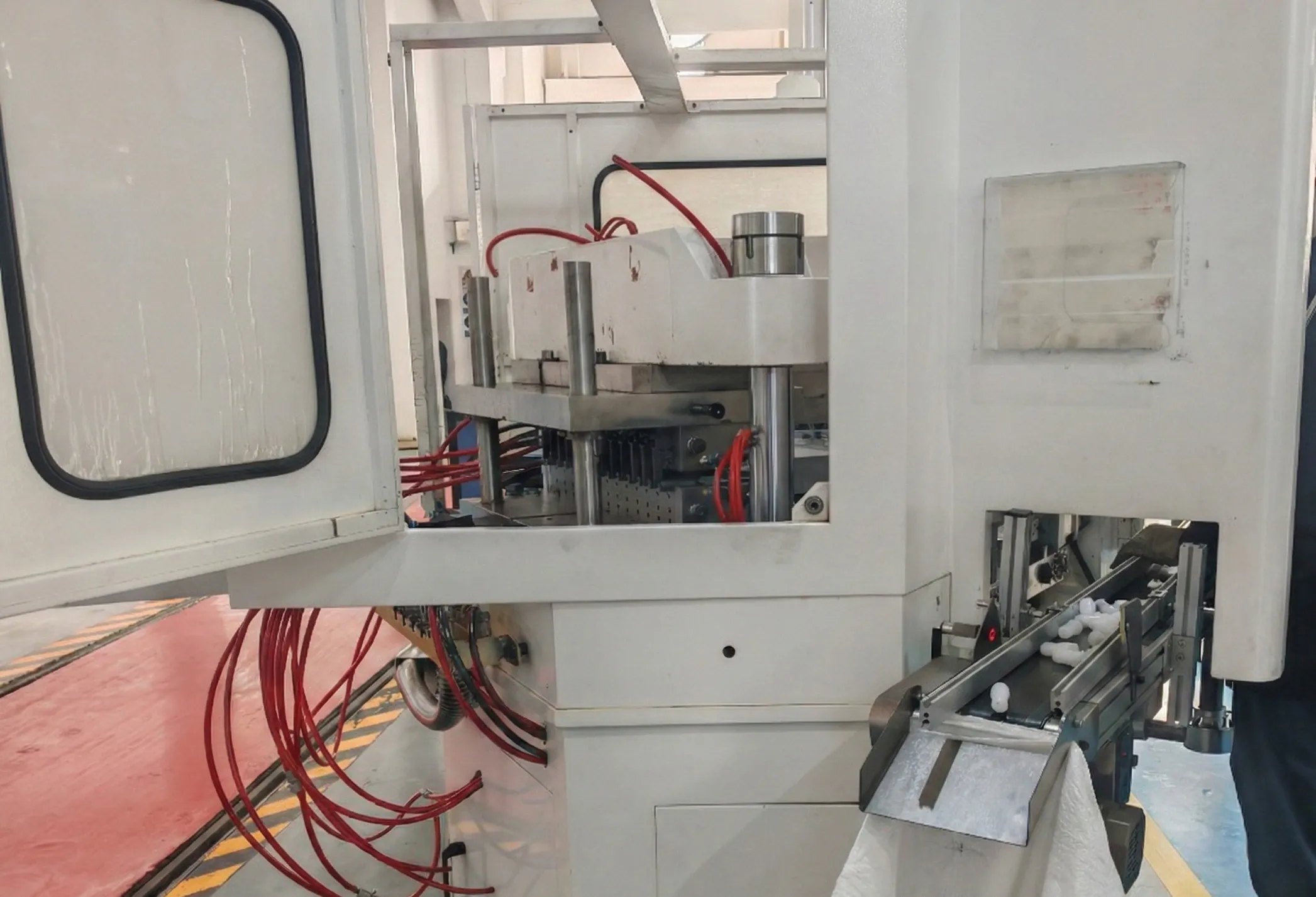
EP-BPET-94-V3 انجیکشن اسٹریچ بلو مولڈنگ مشین | 3 اسٹیشن

6. درخواست کے منظرنامے۔
کی استرتا ایک قدمی انجکشن اسٹریچ اڑانے والا مولڈ اسے پیکیجنگ سیکٹر کے وسیع میدان میں انتخاب کا ٹولنگ بناتا ہے۔ ذیل میں درخواست کے علاقے کولمبیا، لاطینی امریکہ اور بین الاقوامی سطح پر کام کرنے والے پیداواری ماحول میں ان مولڈ سیٹ کے بنیادی تجارتی استعمال کی نمائندگی کرتے ہیں۔
کاسمیٹک اور پرسنل کیئر پیکیجنگ
پریمیم سیرم کی بوتلیں، لوشن کے کنٹینرز، شیمپو کے برتن، اور فاؤنڈیشن پیکیجنگ میں سب سے زیادہ آپٹیکل کلیرٹی اور تیز ترین گردن کی تکمیل کی درستگی کی ضرورت ہوتی ہے جو انجیکشن اسٹریچ بلو مولڈنگ کا عمل فراہم کر سکتا ہے۔ ہمارے مولڈ سیٹوں میں آئینہ سے پالش شدہ H13 انجیکشن کیویٹیز اور S136 گردن کے کور بصری معیار اور جہتی ریپیٹبلٹی فراہم کرتے ہیں جس کا برانڈ مالک کی وضاحتیں مانگتی ہیں۔ پی ای ٹی جی اور پی سی ٹی جی فارمولیشنز جو رنگ کی گہرائی اور اثر مزاحمت کو بڑھاتے ہیں وہ مادی مخصوص گیٹ اور کولنگ ڈیزائن کے ساتھ مکمل تعاون یافتہ ہیں۔
دواسازی اور طبی پیکیجنگ
آئی ڈراپ کی بوتلیں، سیرپ کنٹینرز، ٹیبلٹ جار، اور انفیوژن بوتلوں کو آلودگی سے پاک پیداوار اور گردن کے اختتام پر سخت جہتی کنٹرول کی ضرورت ہوتی ہے تاکہ بندش کے رساو کی تنگی کی ضمانت ہو۔ مہر بند، واحد مشین کا ایک قدمی عمل انٹرمیڈیٹ پریفارم ہینڈلنگ کو ختم کرتا ہے، دو مراحل کے نظام میں آلودگی کا بنیادی خطرہ۔ دوبارہ استعمال کے قابل میڈیکل کنٹینرز کے لیے PC اور PPSU مواد کو مناسب طریقے سے مخصوص کیویٹی اسٹیل، گیٹ ڈیزائن، اور فارماسیوٹیکل ریگولیٹری گذارشات کے لیے درجہ حرارت کی پروسیسنگ دستاویزات کے ساتھ جگہ دی گئی ہے۔
کھانے اور مشروبات کے کنٹینرز
پی ای ٹی پانی کی بوتلیں، جوس کنٹینرز، مصالحہ جات کی بوتلیں، اور فوڈ گریڈ کے چوڑے منہ والے جار ایک قدمی ISBM ٹولنگ کے لیے سب سے زیادہ والیوم ایپلی کیشنز میں سے ہیں۔ ہمارا مولڈ ڈیزائن فوڈ گریڈ پی ای ٹی میں مناسب ٹاپ-لوڈ طاقت اور رکاوٹ کی کارکردگی کے لیے ضروری دوئیکسیل مالیکیولر واقفیت حاصل کرتا ہے۔ BPET-125V4 پلیٹ فارم پر 204 ملی میٹر باڈی ڈائی میٹر تک چوڑے منہ کے جار کی ترتیب ایڈجسٹ کیویٹی گنتی کے ساتھ دستیاب ہے، جس سے کھانے کے کنٹینرز کی پیداوار ممکن ہو سکتی ہے جو چھوٹے فارمیٹ والی مشینوں پر حاصل نہیں ہو سکتے۔
بچے اور شیر خوار مصنوعات کی بوتلیں۔
بیبی بوتلوں اور سیپی کپوں کو بی پی اے سے پاک مواد کی ضرورت ہوتی ہے — TRITAN، PPSU، یا فوڈ گریڈ پی سی — انتہائی درست گردن کے ختم ہونے والے طول و عرض کے ساتھ مل کر معیاری فیڈنگ نپل کی بندش کے ساتھ مطابقت کو یقینی بنانے کے لیے۔ ہمارے بچوں کے پروڈکٹ مولڈ ٹولنگ کو گیٹ ویسٹیج کو کم سے کم کرنے پر خصوصی توجہ کے ساتھ ڈیزائن کیا گیا ہے: کنٹینر کا اندرونی حصہ ہموار، صاف کرنے کے قابل، اور کسی بھی مادی سٹب سے پاک ہونا چاہیے جو بیکٹیریا کو محفوظ رکھ سکے۔ بی پی اے سے پاک تعمیل اور فوڈ سیفٹی سرٹیفیکیشن کی حمایت کرنے والی دستاویزات ہر بچے کی مصنوعات کے مولڈ سیٹ کے ساتھ فراہم کی جاتی ہیں۔
گھریلو اور صنعتی کیمیائی کنٹینرز
گھریلو صفائی کی مصنوعات، آٹوموٹو سیالوں، اور زرعی کیمیکلز کے لیے PETG اور PP فارمولیشنز کیمیکل ریزسٹنس اور گردن کے ختم ہونے والے سیلنگ زونز کی درستگی پر تقاضوں کو پورا کرتے ہیں جہاں بچوں کے لیے مزاحم بندش شامل ہوتی ہے۔ ہمارے PP-آپٹمائزڈ مولڈ سیٹس میں نیم کرسٹل لائن پولی پروپیلین کے بہاؤ کی خصوصیات کو ہینڈل کرنے کے لیے خاص طور پر ٹیون شدہ ہاٹ رنر ٹمپریچر پروفائلز اور کیویٹی وینٹنگ شامل ہیں — ایک ایسا مواد جو ISBM کے ایک قدم کے عمل میں PET سے نمایاں طور پر مختلف برتاؤ کرتا ہے اور PETada Tooling کے بجائے معیاری ٹولنگ انجینئرنگ کی ضرورت ہوتی ہے۔
کرافٹ، خصوصی شکل، اور ایل ای ڈی اجزاء
ایک قدمی ISBM عمل منفرد طور پر غیر گھماؤ سے متوازی کنٹینرز کی مسلسل پیداوار کو قابل بناتا ہے — مربع بوتلیں، بیضوی حصے، مثلث پروفائلز، اور حسب ضرورت ابھری ہوئی شکلیں — جو پہلے سے بلو الائنمنٹ کی پیچیدگی کی وجہ سے دو مرحلے کے نظام پر قابل اعتماد طریقے سے حاصل کرنا مشکل ہیں۔ PS یا PMMA سے تیار کردہ ایل ای ڈی لیمپ شیڈ کے اجزاء اور آرائشی کرافٹ کنٹینرز ہماری کسٹم پروفائل انجیکشن اسٹریچ بلو مولڈ ٹولنگ کے ذریعہ پیش کی جانے والی خصوصی ایپلی کیشنز میں سے ہیں، جہاں مولڈ انجینئرنگ ٹیم کسٹمر کی فراہم کردہ جیومیٹری فائلوں یا جسمانی نمونوں سے کام کرتی ہے۔
7. ISBM پلاسٹک پیکجنگ کے لیے ریگولیٹری اور انڈسٹری کے معیارات
انجیکشن بلو مولڈنگ ٹولنگ کے خریدار اور اس کے ساتھ تیار کردہ پلاسٹک کے کنٹینرز ایک پیچیدہ ریگولیٹری ماحول میں کام کرتے ہیں جس میں فوڈ کانٹیکٹ سیفٹی، فارماسیوٹیکل پیکیجنگ کی تعمیل، ماحولیاتی پالیسی اور صنعتی حفاظت کا احاطہ کیا جاتا ہے۔ ذیل کا جائزہ کولمبیا اور لاطینی امریکی خطہ پر خصوصی توجہ کے ساتھ ہمارے صارفین کے لیے متعلقہ بڑی مارکیٹوں میں کلیدی قابل اطلاق معیارات کا احاطہ کرتا ہے جہاں پیکیجنگ فراہم کنندگان اور برانڈ مالکان کے لیے یکساں طور پر ریگولیٹری بیداری بڑھ رہی ہے۔
| دائرہ اختیار | معیاری / ضابطہ | ISBM پیکیجنگ سے مطابقت |
|---|---|---|
| کولمبیا | INVIMA Resolución 683/2012 (غذائی رابطہ این ٹی سی) | کھانے کے ساتھ رابطے میں پلاسٹک کو منظم کرتا ہے؛ PET، PETG، PP کنٹینرز کو ICONTEC NTC معیارات کے تحت میٹریل ڈیکلریشن اور مائیگریشن ٹیسٹنگ کی ضرورت ہوتی ہے |
| کولمبیا | Ley 1672 de 2013 / Ley 1466 de 2011 پلاسٹک کا کچرا | ری سائیکل ایبل مونو میٹریل پیکیجنگ کو فروغ دیتا ہے۔ ISBM کے ذریعہ تیار کردہ پی ای ٹی کنٹینرز مکمل طور پر قابل تجدید ہیں، جو پروڈیوسر کی توسیعی ذمہ داری کی ضروریات کی تعمیل میں معاون ہیں۔ |
| کولمبیا | Decreto 1596 de 2015 / RETIE | برقی حفاظت اور مشینری کی حفاظت کے تقاضے کولمبیا کی سہولیات میں کام کرنے والی ISBM مشینوں اور ذیلی آلات پر لاگو ہوتے ہیں |
| یورپی یونین | ریگولیشن (EC) نمبر 1935/2004 – فوڈ رابطہ مواد | کھانے کے ساتھ رابطے میں تمام مواد کو کنٹرول کرتا ہے؛ کھانے یا مشروبات کے استعمال کے لیے PET ISBM کنٹینرز سمیت پلاسٹک کے تمام اجزاء کے لیے سپلائر کی دستاویزات اور ٹریس ایبلٹی کی ضرورت ہوتی ہے۔ |
| یورپی یونین | EU ریگولیشن 10/2011 – پلاسٹک فوڈ رابطہ مواد | پلاسٹک کے اضافے کے لیے مخصوص نقل مکانی کی حدود؛ مجموعی طور پر منتقلی کی حد ≤ 10 mg/dm² ISBM میں استعمال ہونے والی PET اور PP رال پر لاگو ہوتی ہے۔ مولڈ فراہم کرنے والوں کو یہ یقینی بنانا چاہیے کہ کیوٹی میٹریل آلودگی کو متعارف نہ کرائیں۔ |
| USA | FDA 21 CFR حصہ 177 - بالواسطہ خوراک کے اضافے: پولیمر | پی ای ٹی (177.1630) اور پی پی (177.1520) سمیت کھانے کی پیکیجنگ میں رال کے معیارات؛ متعلقہ جب ISBM کنٹینرز کو امریکہ کی مارکیٹ میں برآمد یا استعمال کیا جاتا ہے۔ |
| برازیل | ANVISA RDC 327/2019 - پلاسٹک پیکیجنگ | برازیل کی ہیلتھ ریگولیٹری اتھارٹی فوڈ کانٹیکٹ پلاسٹک کی منظوری کو لازمی قرار دیتی ہے۔ برازیل کو برآمد کیے جانے والے ISBM کنٹینرز کو لازمی دستاویزات کے ساتھ ANVISA درج کردہ رال استعمال کرنا چاہیے |
| فارماسیوٹیکل گلوبل | ICH Q8/USP پلاسٹک فارماسیوٹیکل پیکیجنگ | فارماسیوٹیکل کنٹینرز کے لیے ایکسٹریکٹ ایبلز اور لیچ ایبل ٹیسٹنگ کی وضاحت کرتا ہے۔ ISBM فارماسیوٹیکل مولڈ ٹولنگ گیٹ ویسٹیج اور اندرونی سطح کی کھردری کو کم کرتی ہے تاکہ نکالنے کے خطرے کو کم کیا جا سکے۔ |
| بین الاقوامی | ISO 9001:2015 - کوالٹی مینجمنٹ سسٹم | ملٹی نیشنل پیکڈ گڈز مینوفیکچررز کی طرف سے مولڈ سپلائرز سے قابلیت کی شرط کے طور پر تیزی سے درکار |
| بین الاقوامی | ISO 15750 / ISO 22000 (فوڈ سیفٹی مینجمنٹ) | فوڈ سیفٹی مینجمنٹ سسٹم کے معیارات؛ مولڈ ٹولنگ کوالٹی دستاویزات کھانے اور مشروبات کی پیکیجنگ فیکٹریوں میں کسٹمر کے ISO 22000 سرٹیفیکیشن آڈٹ کی حمایت کرتی ہیں |
8. ہمارے بارے میں
ہم نے ایک مضبوط سپلائی چین قائم کیا ہے جو مشین کے استحکام، توانائی کی کارکردگی اور ہمارے عالمی شراکت داروں کے لیے ایک جامع ون اسٹاپ سروس کی ضمانت دیتا ہے۔ ہماری پیشہ ورانہ خدمت کی ٹیم صنعت کے سابق فوجیوں پر مشتمل ہے جو مولڈ ڈیزائن اور پروٹوٹائپ کے نمونے لینے سے لے کر سائٹ پر تنصیب اور عملے کی تربیت تک آخر سے آخر تک مدد فراہم کرتے ہیں۔ لاطینی امریکی مارکیٹ، خاص طور پر کولمبیا کے لیے، ہم درستگی پر سمجھوتہ کیے بغیر لاگت کی تاثیر کی اہمیت کو سمجھتے ہیں۔ ہماری مشین ASB انجیکشن اسٹریچ بلو مولڈنگ مشینوں اور دیگر جاپانی برانڈز کے لیے ایک بہترین متبادل ہے، جو کہ سرمایہ کاری کے تقریباً 35% پر تقابلی کارکردگی پیش کرتی ہے، جس میں تیز رفتار لیڈ ٹائم اور مقامی تکنیکی مدد ملتی ہے۔
ورکشاپ




9. متعلقہ مصنوعات اور سسٹم کے اجزاء
اس کے علاوہ ایک قدمی انجکشن اسٹریچ اڑانے والا مولڈ سیٹ اور ISBM مشینیں، ہم درست میکانی اجزاء اور ڈرائیو سسٹم پروڈکٹس کی ایک وسیع رینج پیش کرتے ہیں جو مکمل پیکیجنگ لائن کی تعمیر اور جاری دیکھ بھال کی حمایت کرتے ہیں۔ ہماری ون اسٹاپ سپلائی کی اہلیت کولمبیا اور وسیع تر لاطینی امریکی مارکیٹ میں پیداواری لائنیں بنانے یا اپ گریڈ کرنے والے صارفین کے لیے خریداری کی پیچیدگی کو کم کرتی ہے۔
سخت کپلنگز اور شافٹ کے اجزاء
پیکیجنگ اور کنویئر آلات پر ڈرائیو شافٹ کو جوڑنے کے لیے درست میکینیکل کپلنگ کو مولڈ ٹولنگ کی طرح جہتی درستگی کے معیارات کی ضرورت ہوتی ہے۔ ہم ISBM مشینوں اور ڈاؤن اسٹریم فلنگ اور لیبلنگ لائنوں پر عام ڈرائیو کنفیگریشنز کے ساتھ ہم آہنگ سخت اور لچکدار کپلنگ پروڈکٹس فراہم کرتے ہیں۔ ہماری رگڈ کپلنگ رینج کو دریافت کریں۔

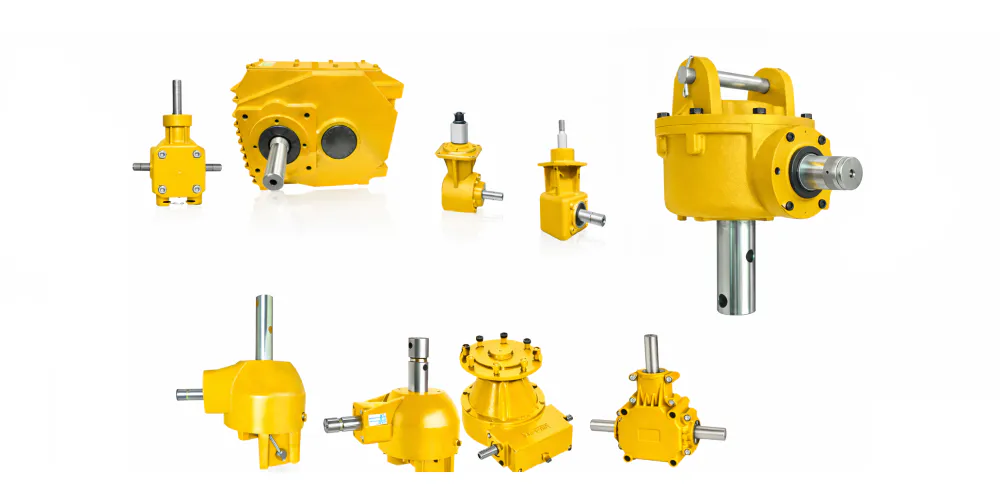
گیئر باکسز اور رفتار کم کرنے والے
ڈرائیو گیئر باکسز اور درست رفتار کم کرنے والے کنویئر سسٹمز، روٹری ٹیبل ڈرائیوز، اور ISBM پروڈکشن لائنوں کے ارد گرد معاون ہینڈلنگ آلات کے لیے لازمی ہیں۔ ہم اعلی کارکردگی والے گیئر باکس پروڈکٹس کے لیے سپلائی کی صلاحیتوں کو برقرار رکھتے ہیں جو ہمارے مولڈ اور مشین کی پیشکش کو پورا کرتے ہیں، ان صارفین کی مدد کرتے ہیں جنہیں ٹولنگ اور مکینیکل ڈرائیو دونوں اجزاء کے لیے ایک ہی ذریعہ کی ضرورت ہوتی ہے۔ ہمارا Gearbox کیٹلاگ دیکھیں
اکثر پوچھے گئے سوالات
ایڈیٹر: PXY



























