

EP enstegsinjektionssträckform
EP:n Enstegsinjektionssträckform är en precisionsverktygssats som täcker hela produktionssekvensen på enstegs-ISBM-maskiner – från preformsprutning via temperaturkonditionering till sträckblåsformning och behållarutmatning. Dessa formsatser finns i konfigurationer från 1 upp till 12 håligheter per cykel och stöder behållarvolymer från 20 ml upp till 5 000 ml. De är byggda för att hantera små specialserier såväl som långvariga kommersiella förpackningsoperationer med hög volym. Varje uppsättning är precisionsbearbetad i matchande komponenter för att garantera dimensionell konsistens, enhetlig väggtjocklek och reproducerbar behållarkvalitet från första produktionsskottet och framåt.
1. Fördelar med vår ISBM-maskin och dess formar
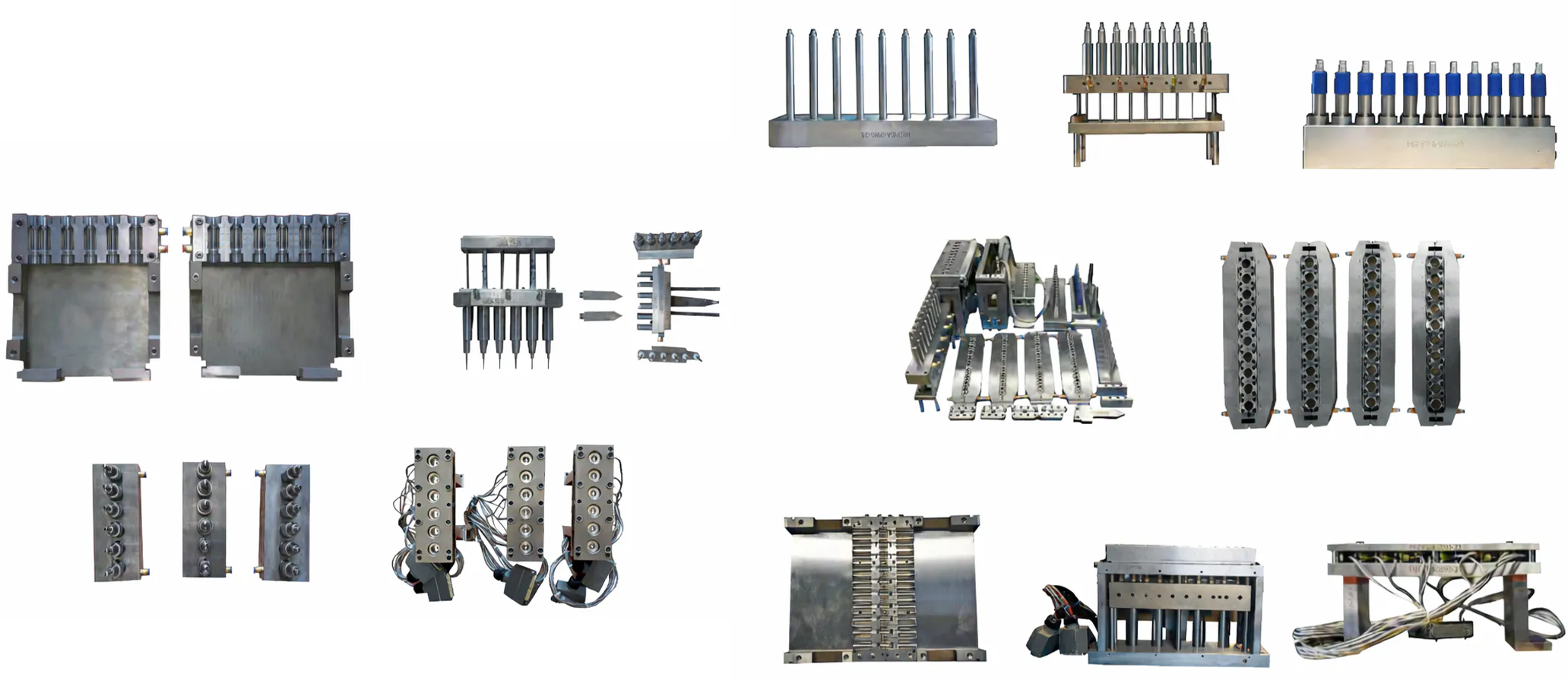
De Enstegsinjektionssträckform är inte ett enskilt verktyg i isolering – det är ett komplett, matchat gjutformssystem som består av formsprutningsförformen, blåsformskavitetsuppsättningen, sträckstångsenheten och, där maskinplattformen kräver det, temperaturkonditioneringskärnuppsättningen. Alla komponenter är konstruerade och kalibrerade tillsammans så att förformsgeometrin som skapas vid formsprutningsstationen matas direkt och förutsägbart in i blåsstationen. Denna integration definierar ISBM-verktyg i ett steg och är anledningen till att behållardimensioner, noggrannhet i halsfinish och enhetlighet i väggtjocklek konsekvent överträffar vad tvåstegsuppvärmningssystem vanligtvis uppnår i verkliga produktionsmiljöer. Vår fabrik samlar över två decenniers ackumulerad erfarenhet av verktygsdesign och tillverkning, och har levererat formsatser till kunder som driver förpackningslinjer för kosmetika, läkemedel, livsmedel och drycker över flera kontinenter – inklusive en växande bas av industriella köpare i Colombia och Latinamerika.
Kompatibilitet är ett primärt designkriterium för hela sortimentet av formsprutningsformar och sträckblåsformar. Standardkonfigurationer är specialbyggda för våra maskinserier BPET-70V4, BPET-94V3 och BPET-125V4. Vi tillverkar även ersättningsformsatser som är dimensionskompatibla med Japanska maskiner av typen ASB-12M och AOKI-250 — en praktisk lösning för kunder som använder äldre utrustning och vill uppgradera verktyg utan att byta ut själva maskinen. Anpassade kavitetsdesigner, unika halsgeometrier och icke-standardiserade behållarformer hanteras av vår formavdelning, som är utrustad med CNC-bearbetningscentraler och EDM-utrustning för att arbeta utifrån kundlevererade 3D-filer eller fysiska flaskprover.
Kvalitet i stålvalet och värmebehandlingsstadiet är det som skiljer långvariga produktionsverktyg från verktyg som kräver för tidig reparation. Injektionsformsprutningsinsatser är bearbetade av förhärdat P20- eller H13-verktygsstål med formsprutningsytor polerade till spegelblank yta, vilket säkerställer den optiska klarhet som premium kosmetika- och läkemedelsbehållare kräver. Blåsformhalvorna är tillverkade av flygkvalitetsaluminiumlegering med hård anodisering, vald för sin värmeledningsförmåga, låga vikt för snabba formbyten och tillräcklig hårdhet för högcyklisk drift. Formbaserna är spänningsavlastade före slutlig bearbetning för att eliminera kvarvarande spänningar som skulle orsaka dimensionsavvikelser under längre produktionstider. Resultatet är ett verktygsprogram som verkligen tjänar de formsprutnings-sträckblåsningsprodukter som köpare på konkurrensutsatta marknader behöver för att producera konsekvent och lönsamt.
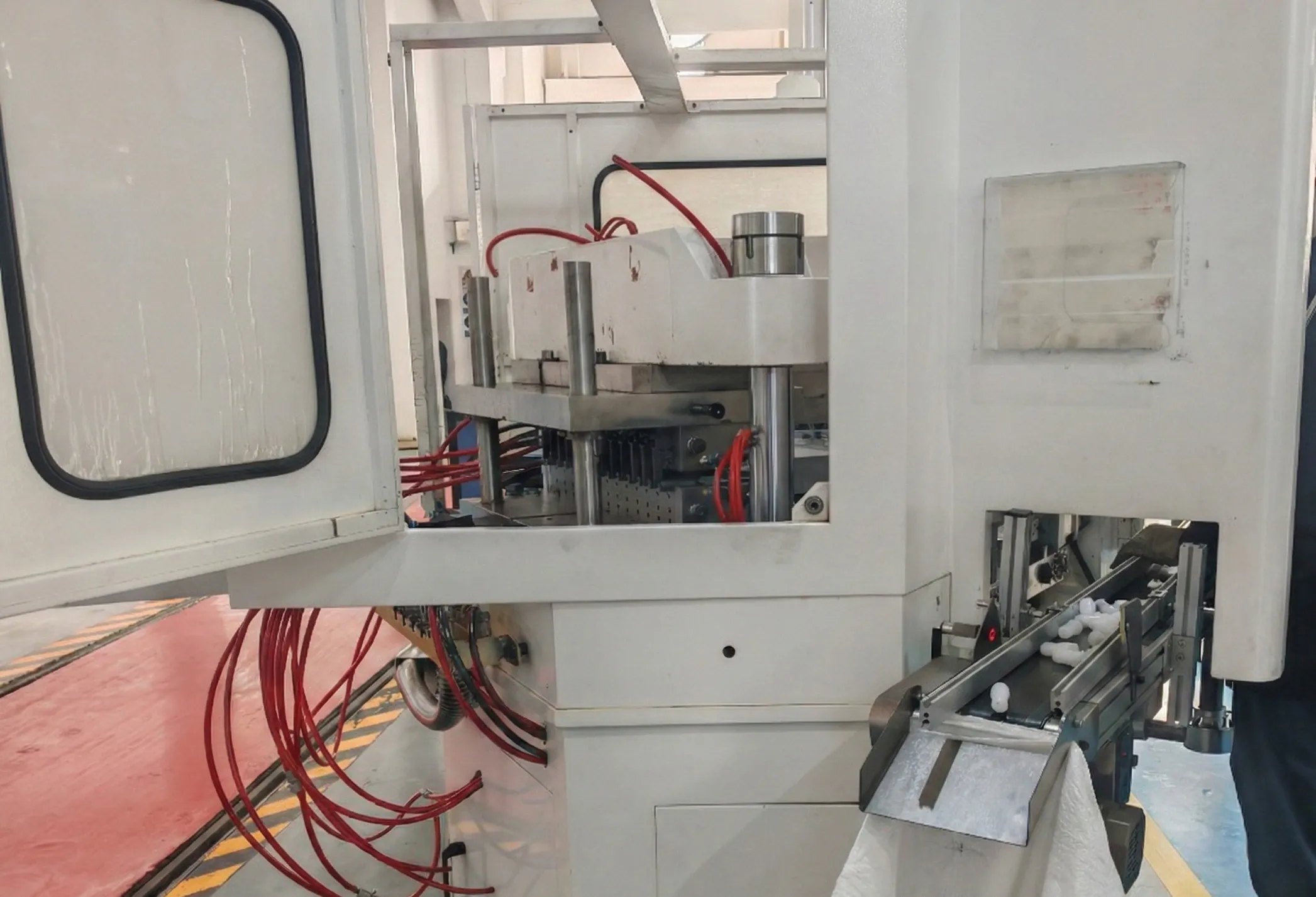
2. Hur enstegsinjektionsformen för sträckblåsning fungerar
Förstå hur formsystemet fungerar inom det övergripande formsprutningssträckformblåsningsprocess förtydligar varför verktygsprecision är så avgörande för produktionsresultaten. På en 3-stationsmaskin går cykeln enligt följande: vid station 1 stängs formsprutningsformen runt varmkanalsporten, smält harts injiceras för att forma preformen, och halsfinishen dimensioneras här med toleranser vanligtvis snävare än ±0,05 mm - varje gängstigning, tätningsyta och manipuleringssäker geometri etableras i denna enda station. Preformen transporteras på halskärnorna till station 2 där den svansjusteras eller termiskt konditioneras, och därifrån till station 3 där blåsformen stängs runt den. En sträckstång sänks axiellt och förlänger preformen medan radiellt blåstryck samtidigt expanderar väggen mot kavitetsytan för att uppnå behållarens form. På 4-stationsmaskiner möjliggör den extra konditioneringsstationen mellan formsprutning och blåsning en mer exakt temperaturutjämning, vilket är anledningen till att 4-stationskonfigurationer tillförlitligt kan hantera tjockväggiga eller vidöppna behållare som skulle utmana en 3-stationslayout.
Den färdiga flaskans prestanda – klarhet, väggtjocklekens jämnhet, toppbelastningsstyrka och barriärprestanda – kan spåras direkt tillbaka till formens design. Kavitetens ytjämnhet avgör den optiska klarheten; kylkanalens layout avgör cykeltid och kristallinitet; förformens väggtjockleksprofil avgör hur materialet fördelas under biaxiell sträckning. En välkonstruerad formsprutningsform är därför inte bara ett formverktyg utan en precisionsprocesskomponent. Vårt formteknikteam modellerar materialflöde, sträckfördelning och kylbeteende innan de börjar med stålskärning – så att den fysiska formen presterar som förutsett från det första provtillfället snarare än efter flera omgångar av dyr omarbetning.

3. Fem viktiga produktfördelar
Varje Enstegsinjektionssträckform levereras som en dimensionsvaliderad matchande uppsättning – formsprutningsgjutform, blåsform, sträckstångsenhet och konditioneringskärna – bearbetade för att fungera tillsammans utan mellanlägg eller justering efter leverans. Detta eliminerar den drift mellan förform och blås-justering som är den vanligaste orsaken till variationer i väggtjocklek och excentriska baser i ISBM-produktion. För kunder i Colombia och Latinamerika som driver högblandade flasklinjer, minskar en förvaliderad matchande uppsättning dramatiskt bytestiden vid byte mellan produkt-SKU:er.
Våra formsatser fungerar som en praktisk och kostnadseffektiv ersättning för ASB- och AOKI-verktyg utan att behöva modifieras. Dimensionsgränssnitt – plattans monteringsmönster, halskärnans stigning, blåshålighetens skiljelinjegeometri – matchas med originalmaskinens specifikationer. Fabriker som redan använder japansk utrustning får tillgång till konkurrenskraftigt prissatta ersättningsformalternativ med samma dimensionella utbytbarhet, vilket möjliggör produktionskontinuitet samtidigt som verktygsanskaffningskostnaderna avsevärt minskar jämfört med att köpa OEM-delar från originalmaskintillverkare.
Injektionshålrumsinsatserna är maskinbearbetade av H13- eller P20-förhärdat verktygsstål vid 48–52 HRC, och sedan polerade till Ra ≤ 0,05 μm för förstklassig optisk klarhet. Blåsformhalvorna är tillverkade av 7075 flygaluminium med hårdanodiserade ytor som kombinerar termisk effektivitet med reptålighet. Halsringar i rostfritt stål S136 är precisionsslipade till ±0,01 mm på tätningsdiametern. Detta material- och ytbehandlingsprogram säkerställer att behållarens ytkvalitet och halsens dimensionella förmåga bibehålls genom miljontals produktionscykler utan progressiv kavitetsförsämring.
Från en prototypform med en kavitet till ett högpresterande produktionsverktyg med 12 kaviteter kan vårt sortiment av formsprutningsblåsningsformar skalas för att matcha maskinkapacitet och produktionsbehov. Den modulära designen med kavitetsinsatser innebär att för vissa halsytor och behållarfamiljer kan samma formbas konfigureras om med olika kavitetsinsatser när produktspecifikationerna ändras – vilket minskar den verktygsinvestering som krävs när ett förpackningsmärke uppdaterar sin behållardesign. Konfigurationer med en och två rader finns tillgängliga för maskiner som stöder parallella preformuppriktningslayouter.
Varje formsats är utformad för det specifika material som kunden avser att använda – PET, PETG, PETE, högtransparent PP, PCTG, SAN, PC, PMMA, PS eller TRITAN (BPA-fritt). Portgeometri, rännbalans, kavitetsventilation och kyllayout är alla optimerade i designstadiet för den nominerade hartstypen. Denna flexibilitet innebär att ett enda formprogram kan tillgodose behov från vanliga PET-vattenflaskor till medicinska PC-läkemedelsbehållare och BPA-fria babyproduktflaskor, allt inom en tillverkningsteknologiplattform utan att kompromissa med processen.
4. Formmaterial och konstruktionsstandarder
Hållbarheten och utskriftskvaliteten hos alla formsprutningsformar för sträckblåsning bestäms först i materialvalsstadiet. Undermåligt stål, otillräcklig värmebehandling eller oprecisa bearbetningstoleranser orsakar för tidigt slitage på kavitet, flamma vid delningslinjen och inkonsekventa preformdimensioner långt innan formen når sin avsedda livslängd. Våra standarder för formkonstruktion omfattar alla kritiska material- och processparametrar i verktygsförsörjningskedjan, från anskaffning av råstål till slutlig dimensionsinspektion före leverans.
Injektionsformsinsatser är bearbetade av H13 varmbearbetningsstål (motsvarande DIN 1.2344) eller P20 förhärdat stål (DIN 1.2311) beroende på produktionsvolym och hartstyp. H13 väljs för stora volymer och tekniska hartser som PC och PPSU som medför högt injektionstryck och förhöjda formtemperaturer; P20 är lämpligt för kosmetiska PET- och PETG-applikationer vid måttliga tryck. Båda stålen genomgår vakuumvärmebehandling och dubbel anlöpning för jämn hårdhet. Blåsformhalvor i 7075-T6 flygaluminium erbjuder värmeledningsförmåga som är ungefär fem gånger högre än stål, vilket direkt leder till kortare kylningstid per cykel och förbättrad kristallinitetskontroll i behållarväggen. Halsringar och kärnstift som definierar gäng- och tätningsgeometri är tillverkade av härdat S136 rostfritt stål (liknande AISI 420 modifierat) för korrosionsbeständighet mot fukt och polymernedbrytningsgaser. Sträckstänger slipas från genomhärdad rostfri stålstång till ±0,01 mm dimensionstolerans med ytjämnhet Ra ≤ 0,2 μm för att minimera friktion under axiell penetration av preformen.
| Formkomponent | Material | Hårdhet | Ytbehandling | Viktiga anteckningar |
|---|---|---|---|---|
| Injektionskavitetsinsats | H13 / P20 verktygsstål | 48–52 HRC (H13) / 28–34 HRC (P20) | Spegelpolering Ra ≤ 0,05 μm | Vakuumvärmebehandlad, dubbelhärdad |
| Blåsformhålighet | 7075-T6 aluminiumlegering | HB 150–175 | Hårdanodisering 25–30 μm | Hög värmeledningsförmåga, snabb kylcykel |
| Halsring / Gängkärna | S136 rostfritt stål | 50–52 HRC | Högblank polering | Korrosionsbeständig, slipad ±0,01 mm tätningsdiameter |
| Sträckstång | Härdat rostfritt stål | 52–55 HRC | Mark Ra ≤ 0,2 μm | Dimensionstolerans ±0,01 mm |
| Formbas / Ram | 45# stål (spänningsavlastat) | HRC 28–34 | Svart oxid/nickelplåt | CNC-fräst efter spänningsglödgning |
| Konditioneringskärna | Berylliumkoppar / H13 | HRC 36–40 | Polerad | Hög värmeledningsförmåga för jämn temperaturreglering |
5. Specifikationer för maskinmodell och antal formhålrum
Tabellerna nedan listar de maximala behållardimensionerna som kan uppnås vid varje kavitetsantal för de tre primära maskinmodellerna. Dessa siffror representerar det designutrymme inom vilket anpassade behållarprofiler kan utvecklas. Faktiska dimensioner för en specifik flaska beror på sträckningsförhållandet, materialet och målväggtjockleken. Våra formingenjörer granskar varje anpassad design mot dessa gränser innan de börjar tillverka verktyg, och säkerställer att behållarspecifikationen kan uppnås på den nominerade maskinplattformen innan något stål skärs.
EP-BPET-70V4 — Formhålighetens mått
| Parameter | Enhet | 1 Hålrum | 2 hålrum | 3 håligheter | 4 hålrum | 5 hålrum | 6 håligheter |
|---|---|---|---|---|---|---|---|
| Max. utvändig hals | mm | 80 | 60 | 45 | 34 | 30 | 20 |
| Max. kroppsdiameter | mm | 116 | 99 | 75 | 66 | 50 | 44 |
| Maxhöjd | mm | 300 | 300 | 300 | 200 | 200 | 200 |
| Maxvolym | ml | 2,500 | 2,300 | 1,000 | 500 | 300 | 150 |
EP-BPET-70-V4 Formsprutnings- och sträckblåsningsmaskin | 4 stationer
EP-BPET-125V4 — Formhålighetens mått
| Parameter | Enhet | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Max. utvändig hals (mm) | mm | 148 | 120 | 99 | 94 | 73 | 57 | 42 | 36 | 34 | 26 | 23 | 18 |
| Max. kroppsdiameter (mm) | mm | 204 | 152 | 130 | 120 | 98 | 78 | 66 | 54 | 53 | 44 | 40 | 37 |
| Maxhöjd (mm) | mm | 300 | 300 | 300 | 300 | 300 | 250 | 250 | 250 | 250 | 250 | 250 | 250 |
| Maxvolym (ml) | ml | 5,000 | 3,000 | 2,000 | 1,000 | 800 | 600 | 450 | 400 | 300 | 250 | 200 | 100 |
EP-BPET-125-V4 Formsprutnings- och sträckblåsningsmaskin | 4 stationer
EP-BPET-94V3 — Formhålighetens mått
| Parameter | Enhet | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|---|
| Max. utvändig hals (mm) | mm | 110 | 109 | 89 | 70 | 42 | 34 | 30 | 24 |
| Max. kroppsdiameter (mm) | mm | 149 | 130 | 130 | 100 | 80 | 66 | 54 | 48 |
| Maxhöjd (mm) | mm | 300 | 300 | 300 | 300 | 250 | 250 | 200 | 200 |
| Maxvolym (ml) | ml | 4,500 | 2,500 | 2,500 | 1,500 | 800 | 500 | 300 | 200 |
EP-BPET-94-V3 formsprutningsblåsmaskin | 3 stationer

6. Tillämpningsscenarier
Mångsidigheten hos Enstegsinjektionssträckform gör det till det självklara valet inom ett brett spektrum av förpackningssektorer. Användningsområdena nedan representerar de primära kommersiella användningsområdena för dessa formsatser i produktionsmiljöer med verksamhet i Colombia, Latinamerika och internationellt.
Förpackningar för kosmetika och personlig vård
Premium serumflaskor, lotionbehållare, schampobehållare och foundationförpackningar kräver den högsta optiska klarheten och skarpaste precisionen i halsfinishen som formsprutningsprocessen med sträckblåsning kan leverera. Spegelpolerade H13-injektionshåligheter och S136-halskärnor i våra formsatser ger den visuella kvalitet och dimensionella repeterbarhet som varumärkesägares specifikationer kräver. PETG- och PCTG-formuleringar som förbättrar färgdjup och slagtålighet stöds fullt ut med materialspecifik gate- och kylningsdesign.
Läkemedels- och medicinska förpackningar
Ögondroppsflaskor, sirapsbehållare, tablettburkar och infusionsflaskor kräver kontamineringsfri produktion och rigorös dimensionskontroll vid halsen för att garantera läckagetäthet. Den förseglade processen i ett enda maskinsteg eliminerar mellanliggande hantering av preformar, den primära kontamineringsrisken i tvåstegssystem. PC- och PPSU-material för återanvändbara medicinska behållare hanteras med lämpligt specificerat kavitetsstål, grinddesign och dokumentation av processtemperatur för läkemedelsmyndighetens ansökningar.
Mat- och dryckesbehållare
PET-vattenflaskor, juicebehållare, kryddflaskor och livsmedelskvalitetsburkar med bred mynning är bland de största applikationerna för ISBM-verktyg i ett steg. Vår formdesign uppnår den biaxiella molekylära orientering som krävs för tillräcklig toppbelastningsstyrka och barriärprestanda i livsmedelskvalitets-PET. Bredmynningskonfigurationer för burkar upp till 204 mm diameter finns tillgängliga på BPET-125V4-plattformen med justerat kavitetsantal, vilket möjliggör produktion av livsmedelsbehållare som inte skulle vara möjliga på maskiner i mindre format.
Flaskor för baby- och spädbarnsprodukter
Nappflaskor och sugmuggar kräver BPA-fria material – TRITAN, PPSU eller livsmedelsklassad PC – i kombination med extremt exakta mått på halsen för att säkerställa kompatibilitet med standardförslutningar för nappnappar. Våra gjutformar för babyprodukter är utformade med särskild vikt vid minimering av rester: behållarens insida måste vara slät, rengörbar och fri från materialrester som kan innehålla bakterier. Dokumentation som stöder BPA-fri efterlevnad och livsmedelssäkerhetscertifiering medföljer varje set med gjutformar för babyprodukter.
Kemikaliebehållare för hushåll och industri
PETG- och PP-formuleringar för rengöringsprodukter för hushållet, bilvätskor och jordbrukskemikalier ställer höga krav på kemisk resistens och precisionen i halsytans tätningszoner där barnsäkra förslutningar ingriper. Våra PP-optimerade formsatser har specifikt avstämda temperaturprofiler för varmkanal och kavitetsventilation för att hantera flödesegenskaperna hos halvkristallin polypropen – ett material som beter sig avsevärt annorlunda än PET i enstegs-ISBM-processen och kräver dedikerad verktygsteknik snarare än anpassning av standard PET-verktyg.
Hantverks-, specialformade och LED-komponenter
ISBM-processen i ett steg möjliggör unikt och konsekvent produktion av icke-rotationssymmetriska behållare – fyrkantiga flaskor, ovala sektioner, triangulära profiler och specialpräglade former – vilka är svåra att uppnå tillförlitligt i tvåstegssystem på grund av komplexiteten i uppriktningen mellan förform och blåsning. LED-lampskärmskomponenter och dekorativa hantverksbehållare tillverkade av PS eller PMMA är bland de specialapplikationer som våra specialprofilerade formsprutnings- och sträckblåsverktyg betjänar, där formteknikteamet arbetar utifrån kundlevererade geometrifiler eller fysiska prover.
7. Regler och branschstandarder för ISBM-plastförpackningar
Köpare av formsprutningsverktyg och de plastbehållare som produceras med dem verkar inom en komplex regelmiljö som omfattar livsmedelssäkerhet, efterlevnad av läkemedelsförpackningar, miljöpolicy och industrisäkerhet. Översikten nedan omfattar viktiga tillämpliga standarder på större marknader som är relevanta för våra kunder, med särskild tonvikt på Colombia och Latinamerika där regelmedvetenhet blir allt viktigare för både förpackningsleverantörer och varumärkesägare.
| Jurisdiktion | Standard / Förordning | Relevans för ISBM-förpackningar |
|---|---|---|
| Colombia | INVIMA Resolución 683/2012 (livsmedelskontakt NTC) | Reglerar plast i kontakt med livsmedel; PET-, PETG- och PP-behållare kräver materialdeklaration och migrationstestning enligt ICONTEC NTC-standarder |
| Colombia | Ley 1672 de 2013 / Ley 1466 de 2011 plastavfall | Främjar återvinningsbara förpackningar av ett enda material; PET-behållare som produceras av ISBM är helt återvinningsbara, vilket stöder efterlevnaden av kraven för utökat producentansvar |
| Colombia | Dekret 1596 från 2015 / RETIE | Krav på elsäkerhet och maskinskydd gäller för ISBM-maskiner och tillhörande utrustning som används i colombianska anläggningar. |
| Europeiska unionen | Förordning (EG) nr 1935/2004 – Material som kommer i kontakt med livsmedel | Reglerar alla material i kontakt med livsmedel; kräver leverantörsdokumentation och spårbarhet för alla plastkomponenter inklusive PET ISBM-behållare för livsmedels- eller dryckesbruk |
| Europeiska unionen | EU-förordning 10/2011 – Plastmaterial som kommer i kontakt med livsmedel | Specifika migrationsgränser för plasttillsatser; total migrationsgräns ≤ 10 mg/dm² gäller för PET- och PP-hartser som används i ISBM; formleverantörer måste säkerställa att kavitetsmaterial inte introducerar kontaminering |
| USA | FDA 21 CFR Del 177 – Indirekta livsmedelstillsatser: Polymerer | Standarder för hartser i livsmedelsförpackningar inklusive PET (177.1630) och PP (177.1520); relevanta när ISBM-behållare exporteras till eller används på den amerikanska marknaden |
| Brasilien | ANVISA RDC 327/2019 – Plastförpackningar | Brasiliens hälsomyndighet kräver godkännande av plaster som kommer i kontakt med livsmedel; ISBM-behållare som exporteras till Brasilien måste använda ANVISA-listade hartser med överensstämmelsedokumentation. |
| Läkemedelsindustrin Global | ICH Q8 / USP Plastförpackningar för läkemedel | Definierar testning av extraherbara och lakbara ämnen för läkemedelsbehållare; ISBM-verktyg för läkemedelsformning minimerar rester av öppningar och inre ytjämnheter för att minska extraktionsrisken. |
| Internationell | ISO 9001:2015 – Kvalitetsledningssystem | Alltmer efterfrågat av formleverantörer som ett kvalificeringskrav av multinationella tillverkare av förpackade varor |
| Internationell | ISO 15750 / ISO 22000 (Livsmedelssäkerhetsledning) | Standarder för ledningssystem för livsmedelssäkerhet; dokumentation av kvaliteten på formverktygen stöder kundernas ISO 22000-certifieringsrevisioner på livsmedels- och dryckesförpackningsfabriker. |
8. Om oss
Vi har etablerat en robust leveranskedja som garanterar maskinstabilitet, energieffektivitet och en heltäckande service från enda håll för våra globala partners. Vårt professionella serviceteam består av branschveteraner som tillhandahåller heltäckande support, från formdesign och prototypprovtagning till installation på plats och personalutbildning. För den latinamerikanska marknaden, särskilt Colombia, förstår vi vikten av kostnadseffektivitet utan att kompromissa med precisionen. Vår maskin är en utmärkt ersättning för ASB-formsprutningsmaskiner för sträckblåsning och andra japanska märken, och erbjuder jämförbar prestanda på cirka 35% av kapitalutgifterna, i kombination med snabbare ledtider och lokal teknisk support.
Verkstad




9. Relaterade produkter och systemkomponenter
Utöver Enstegsinjektionssträckform Med hjälp av set och ISBM-maskiner erbjuder vi ett bredare utbud av precisionsmekaniska komponenter och drivsystemprodukter som stödjer komplett konstruktion av förpackningslinjer och kontinuerligt underhåll. Vår kompletta leveranskapacitet minskar komplexiteten i upphandlingen för kunder som bygger eller uppgraderar produktionslinjer i Colombia och den bredare latinamerikanska marknaden.
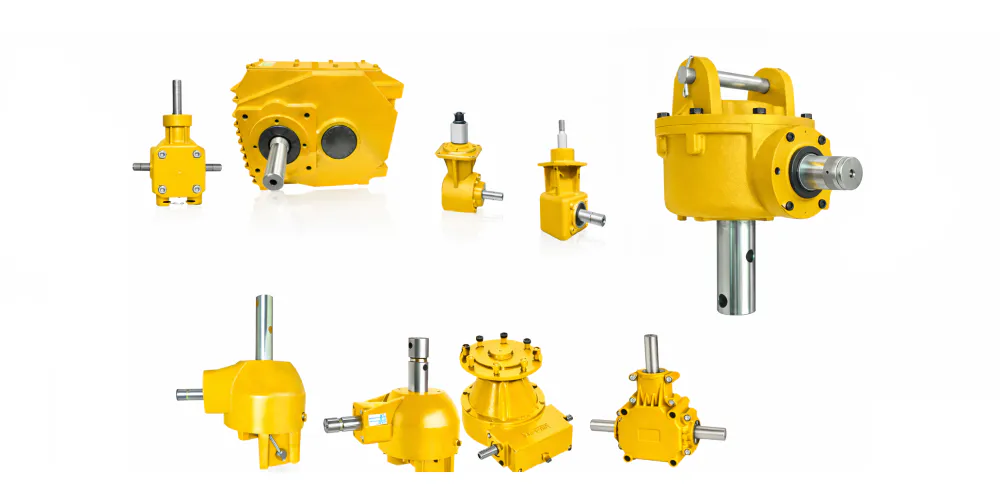
Stela kopplingar och axelkomponenter
Precisionsmekaniska kopplingar för att ansluta drivaxlar på förpacknings- och transportbandsutrustning kräver samma måttnoggrannhetsstandarder som formverktyg. Vi levererar styva och flexibla kopplingsprodukter som är kompatibla med de drivkonfigurationer som är vanliga på ISBM-maskiner och nedströms fyllnings- och etiketteringslinjer. Utforska vårt sortiment av stela kopplingar

Växellådor och hastighetsreducerare
Drivväxellådor och precisionshastighetsreducerare är integrerade i transportbandssystem, rotationsbordsdrivningar och hjälphanteringsutrustning kring ISBM-produktionslinjer. Vi upprätthåller leveranskapacitet för högpresterande växellådsprodukter som kompletterar våra form- och maskinerbjudanden och stöder kunder som behöver en enda källa för både verktyg och mekaniska drivkomponenter. Se vår växellådskatalog
Vanliga frågor
Redaktör: PXY



























