

EP ஒரு-படி ஊசி நீட்சி ஊதுதல் அச்சு
EP ஒற்றை-படி ஊசி நீட்டிப்பு ஊதுதல் அச்சு இது, ஒரு-படி ISBM இயந்திரங்களில், ப்ரீஃபார்ம் ஊசி செலுத்துதல், வெப்பநிலை சீரமைப்பு, நீட்டிப்பு-ஊதுதல் உருவாக்கம் மற்றும் கொள்கலன் வெளியேற்றம் வரையிலான முழுமையான உற்பத்தி வரிசையை உள்ளடக்கிய ஒரு துல்லியமான கருவித் தொகுப்பாகும். ஒரு சுழற்சிக்கு 1 முதல் 12 குழிகள் வரையிலான உள்ளமைவுகளில் கிடைக்கும் இந்த அச்சுத் தொகுப்புகள், 20 மிலி முதல் 5,000 மிலி வரையிலான கொள்கலன் கொள்ளளவுகளை ஆதரிக்கின்றன. மேலும், இவை சிறிய சிறப்புத் தயாரிப்புகளுக்கும், நீடித்த அதிக அளவு வணிகப் பேக்கேஜிங் செயல்பாடுகளுக்கும் சேவை செய்யும் வகையில் உருவாக்கப்பட்டுள்ளன. ஒவ்வொரு தொகுப்பும், முதல் உற்பத்தி அச்சு முதலே பரிமாண நிலைத்தன்மை, சீரான சுவர் தடிமன் மற்றும் மீண்டும் மீண்டும் பெறக்கூடிய கொள்கலன் தரம் ஆகியவற்றை உறுதி செய்வதற்காக, பொருத்தமான பாகங்களில் துல்லியமாக இயந்திரத்தால் செதுக்கப்பட்டுள்ளது.
1. எங்கள் ISBM இயந்திரம் மற்றும் அதன் அச்சுகளின் நன்மைகள்
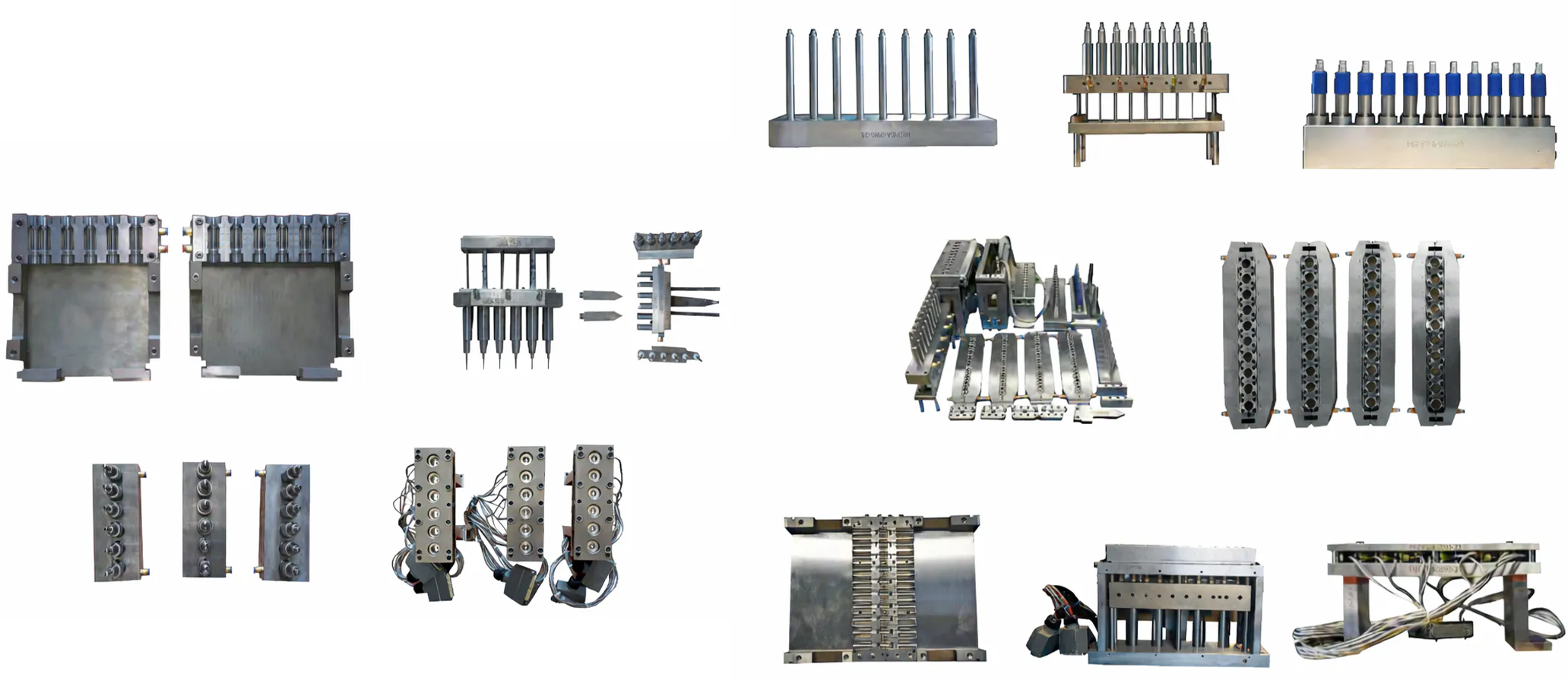
தி ஒற்றை-படி ஊசி நீட்டிப்பு ஊதுதல் அச்சு இது ஒரு தனித்த கருவி அல்ல — இது ஒரு முழுமையான, பொருத்தமான அச்சு அமைப்பாகும். இதில் ஊசி முன்வடிவ அச்சு, ஊது அச்சு குழித் தொகுப்பு, நீட்சித் தண்டு அமைப்பு, மற்றும் இயந்திரத் தளம் தேவைப்படும் இடங்களில், வெப்பநிலை சீராக்கும் மையத் தொகுப்பு ஆகியவை அடங்கும். அனைத்து கூறுகளும் ஒன்றாக வடிவமைக்கப்பட்டு அளவீடு செய்யப்படுகின்றன. இதனால், ஊசி நிலையத்தில் உருவாக்கப்பட்ட முன்வடிவத்தின் வடிவியல், ஊது நிலையத்திற்கு நேரடியாகவும் கணிக்கக்கூடிய வகையிலும் செல்கிறது. இந்த ஒருங்கிணைப்பு, ஒரு-படி ISBM கருவியமைப்பை வரையறுக்கிறது. இதனால்தான், கொள்கலன் பரிமாணங்கள், கழுத்துப் பகுதி இறுதித் துல்லியம், மற்றும் சுவர் தடிமன் சீரான தன்மை ஆகியவை, உண்மையான உற்பத்திச் சூழல்களில் இரண்டு-நிலை மறுவெப்ப அமைப்புகள் பொதுவாக அடையும் திறனை விடத் தொடர்ந்து சிறப்பாகச் செயல்படுகின்றன. எங்கள் தொழிற்சாலை, இருபது ஆண்டுகளுக்கும் மேலான கருவியமைப்பு வடிவமைப்பு மற்றும் உற்பத்தி அனுபவத்தைக் கொண்டுள்ளது. கொலம்பியா மற்றும் லத்தீன் அமெரிக்காவில் விரிவடைந்து வரும் தொழில்துறை வாங்குபவர்கள் உட்பட, பல கண்டங்களில் அழகுசாதனப் பொருட்கள், மருந்து, உணவு மற்றும் பானப் பொதியிடல் பிரிவுகளை நடத்தும் வாடிக்கையாளர்களுக்கு நாங்கள் அச்சுத் தொகுப்புகளை வழங்கியுள்ளோம்.
முழு இன்ஜெக்ஷன் ஸ்ட்ரெட்ச் ப்ளோ மோல்டிங் மோல்ட் வரம்பிலும் இணக்கத்தன்மை ஒரு முதன்மை வடிவமைப்பு அளவுகோலாகும். நிலையான உள்ளமைவுகள் எங்களின் BPET-70V4, BPET-94V3, மற்றும் BPET-125V4 இயந்திரத் தொடர்களுக்காகவே பிரத்யேகமாக உருவாக்கப்பட்டுள்ளன. மேலும், பரிமாண ரீதியாக இணக்கமான மாற்று மோல்ட் தொகுப்புகளையும் நாங்கள் உற்பத்தி செய்கிறோம். ஜப்பானிய ASB-12M மற்றும் AOKI-250 வகை இயந்திரங்கள் பழைய உபகரணங்களைப் பயன்படுத்தும் வாடிக்கையாளர்கள், இயந்திரத்தையே மாற்றாமல் அதன் கருவிகளை மேம்படுத்த விரும்பினால், இது ஒரு நடைமுறைக்கு உகந்த தீர்வாகும். வாடிக்கையாளர் வழங்கும் 3D கோப்புகள் அல்லது உண்மையான பாட்டில் மாதிரிகளிலிருந்து வேலை செய்வதற்காக, CNC இயந்திர மையங்கள் மற்றும் EDM உபகரணங்களைக் கொண்டுள்ள எங்கள் அச்சுப் பொறியியல் துறையின் மூலம், தனிப்பயனாக்கப்பட்ட குழி வடிவமைப்புகள், தனித்துவமான கழுத்துப் பகுதி வடிவமைப்பு மற்றும் வழக்கத்திற்கு மாறான கொள்கலன் வடிவங்கள் கையாளப்படுகின்றன.
எஃகு தேர்வு மற்றும் வெப்பச் செயலாக்கக் கட்டத்தில் உள்ள தரம் தான், நீண்ட காலம் இயங்கும் உற்பத்தி கருவிகளை, முன்கூட்டியே பழுதுபார்க்க வேண்டிய கருவிகளிலிருந்து வேறுபடுத்துகிறது. ஊசிக்குழி செருகல்கள், முன்-கடினப்படுத்தப்பட்ட P20 அல்லது H13 கருவி எஃகிலிருந்து இயந்திரத்தால் செதுக்கப்படுகின்றன; அவற்றின் குழி மேற்பரப்புகள் கண்ணாடி போன்ற பளபளப்புடன் மெருகூட்டப்படுகின்றன. இது, உயர்தர அழகுசாதன மற்றும் மருந்து கொள்கலன்களுக்குத் தேவைப்படும் ஒளியியல் தெளிவை உறுதி செய்கிறது. ஊது அச்சுப் பாதிகள், விமானத் தரத்திலான அலுமினியக் கலவையிலிருந்து கடினமான அனோடைசிங்குடன் தயாரிக்கப்படுகின்றன. இது அதன் வெப்பக் கடத்துத்திறன், விரைவான அச்சு மாற்றங்களுக்கான குறைந்த எடை மற்றும் உயர்-சுழற்சி செயல்பாட்டிற்கான போதுமான கடினத்தன்மை ஆகியவற்றிற்காகத் தேர்ந்தெடுக்கப்படுகிறது. அச்சுத் தளங்கள், இறுதி இயந்திர வேலைப்பாடுகளுக்கு முன் அழுத்தத் தணிப்பு செய்யப்படுகின்றன. இது, நீண்டகால உற்பத்தியின் போது பரிமாண விலகலை ஏற்படுத்தக்கூடிய எஞ்சிய அழுத்தத்தை நீக்குகிறது. இதன் விளைவாக, போட்டி நிறைந்த சந்தைகளில் உள்ள வாங்குபவர்கள் சீராகவும் லாபகரமாகவும் உற்பத்தி செய்யத் தேவைப்படும் ஊசி நீட்சி ஊது அச்சுப் பொருட்களை உண்மையாகப் பூர்த்தி செய்யும் ஒரு கருவித் திட்டம் உருவாகிறது.
2. ஒற்றை-படி ஊசி நீட்சி ஊதுதல் அச்சு எவ்வாறு செயல்படுகிறது
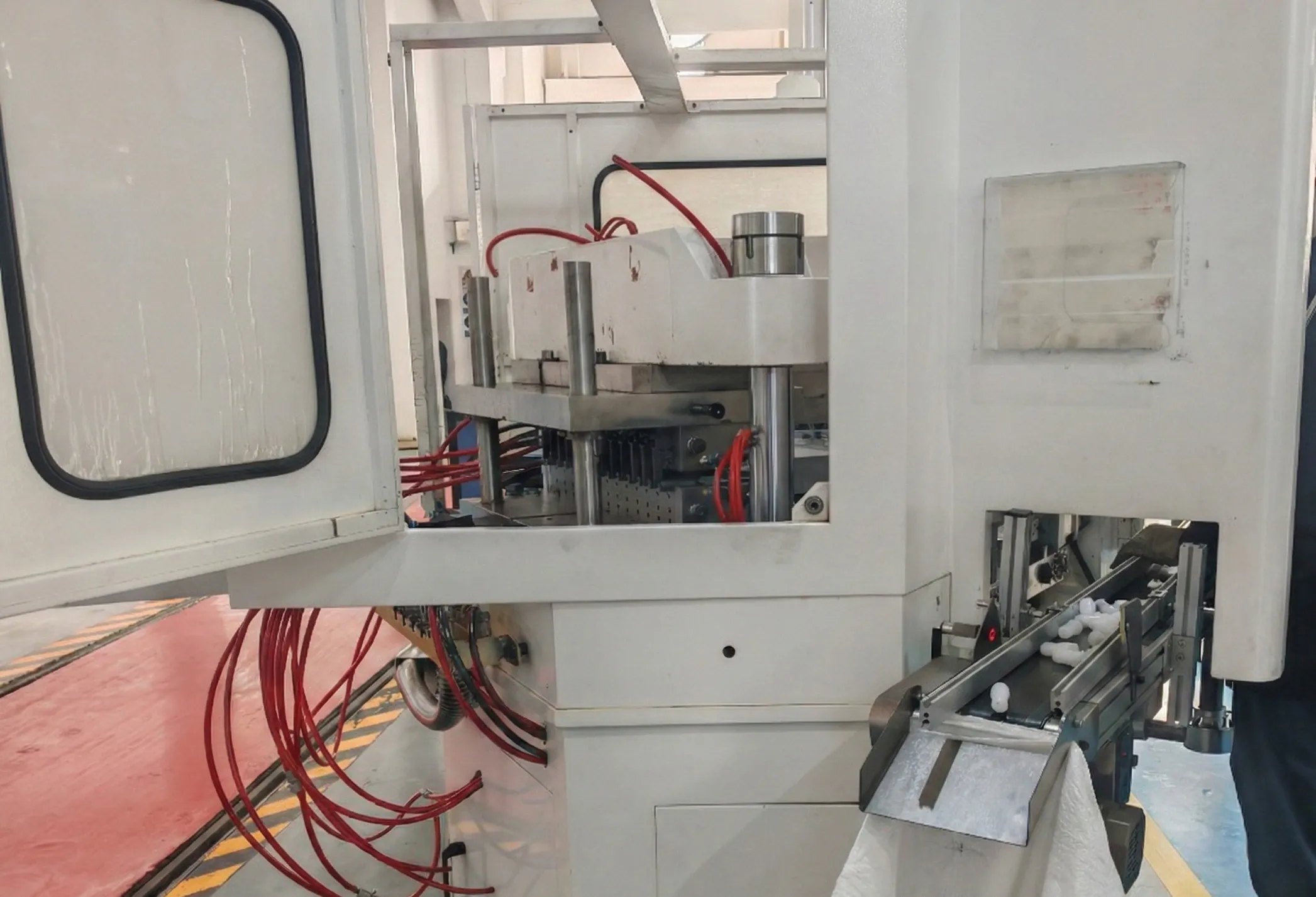
ஒட்டுமொத்த அமைப்பிற்குள் அச்சு அமைப்பு எவ்வாறு செயல்படுகிறது என்பதைப் புரிந்துகொள்வது ஊசி நீட்சி ஊதி மோல்டிங் செயல்முறை உற்பத்தி முடிவுகளுக்கு கருவித் துல்லியம் ஏன் மிகவும் முக்கியமானது என்பதை இது தெளிவுபடுத்துகிறது. ஒரு 3-நிலைய இயந்திரத்தில், இந்தச் சுழற்சி பின்வருமாறு இயங்குகிறது: நிலையம் 1-இல், உட்செலுத்து அச்சு (injection mold) வெப்ப-ஓட்ட வாயிலை (hot-runner gate) சுற்றி மூடுகிறது, முன்வடிவத்தை (preform) உருவாக்குவதற்காக உருகிய பிசின் உட்செலுத்தப்படுகிறது, மேலும் கழுத்துப் பகுதியின் இறுதி வடிவம் (neck finish) இங்கு பரிமாண ரீதியாக அமைக்கப்படுகிறது. இதன் சகிப்புத்தன்மை பொதுவாக ±0.05 மி.மீ-ஐ விடக் குறைவாக இருக்கும் — ஒவ்வொரு திருகுப் படியும் (thread pitch), மூடும் மேற்பரப்பும் (sealing surface), மற்றும் முறைகேடு செய்யப்படாத வடிவவியலும் (tamper-evident geometry) இந்த ஒற்றை நிலையத்தில் நிறுவப்படுகின்றன. முன்வடிவம் கழுத்து அச்சுகளில் (neck cores) நிலையம் 2-க்கு எடுத்துச் செல்லப்படுகிறது, அங்கு அது வால்-வெட்டு செய்யப்படுகிறது (tail-trimmed) அல்லது வெப்பரீதியாகப் பதப்படுத்தப்படுகிறது (thermally conditioning), பின்னர் அங்கிருந்து நிலையம் 3-க்கு எடுத்துச் செல்லப்படுகிறது, அங்கு ஊது அச்சு (blow mold) அதைச் சுற்றி மூடுகிறது. ஒரு நீட்சித் தண்டு (stretch rod) அச்சு வழியாகக் கீழே இறங்கி, முன்வடிவத்தை நீளமாக்குகிறது, அதே நேரத்தில் ஆர ஊது அழுத்தம் (radial blow pressure) குழியின் மேற்பரப்பிற்கு எதிராக சுவரை விரிவடையச் செய்து கொள்கலனின் வடிவத்தை அடைகிறது. 4-நிலைய இயந்திரங்களில், உட்செலுத்துதல் மற்றும் ஊதுதலுக்கு இடையில் உள்ள கூடுதல் பதப்படுத்தும் நிலையம், மிகவும் துல்லியமான வெப்பநிலை சமநிலையை அனுமதிக்கிறது. இதனால்தான், 3-நிலைய அமைப்பிற்குச் சவாலாக இருக்கும் தடிமனான சுவர்கள் அல்லது அகன்ற வாய் கொண்ட கொள்கலன்களை 4-நிலைய அமைப்புகளால் நம்பகத்தன்மையுடன் கையாள முடிகிறது.
தயாரிக்கப்பட்ட பாட்டிலின் செயல்திறன் — தெளிவு, சுவர் தடிமன் சீரான தன்மை, மேல்-சுமை வலிமை மற்றும் தடுப்பு செயல்திறன் — ஆகியவை நேரடியாக அச்சு வடிவமைப்பையே சார்ந்துள்ளன. குழி மேற்பரப்பின் சொரசொரப்பு ஒளியியல் தெளிவைத் தீர்மானிக்கிறது; குளிரூட்டும் வழித்தடத்தின் அமைப்பு சுழற்சி நேரம் மற்றும் படிகத்தன்மையைத் தீர்மானிக்கிறது; முன்வடிவத்தின் சுவர் தடிமன் அமைப்பு, இரு அச்சுகளில் நீட்டும்போது பொருள் எவ்வாறு பரவுகிறது என்பதைத் தீர்மானிக்கிறது. எனவே, ஒரு நன்கு வடிவமைக்கப்பட்ட ஊசிவழி நீட்டிப்பு ஊது அச்சு என்பது வெறும் ஒரு வடிவமைப்பு கருவி மட்டுமல்ல, அது ஒரு துல்லியமான செயல்முறைக் கூறு ஆகும். எங்கள் அச்சுப் பொறியியல் குழு, எஃகு வெட்டுவதற்கு முன் பொருள் ஓட்டம், நீட்டிப்புப் பரவல் மற்றும் குளிரூட்டும் நடத்தை ஆகியவற்றை மாதிரியாக்குகிறது — இதனால், பல சுற்று விலையுயர்ந்த மறுவேலைகளுக்குப் பிறகு செயல்படுவதற்குப் பதிலாக, முதல் சோதனை முயற்சியிலேயே கணிக்கப்பட்டபடி அந்த அச்சு செயல்படுகிறது.

3. ஐந்து முக்கிய தயாரிப்பு நன்மைகள்
ஒவ்வொன்றும் ஒற்றை-படி ஊசி நீட்டிப்பு ஊதுதல் அச்சு இது, களத்தில் சரிசெய்தல் அல்லது விநியோகத்திற்குப் பிந்தைய சரிசெய்தல் தேவையின்றி ஒன்றாகச் செயல்படும் வகையில் இயந்திரத்தால் செதுக்கப்பட்ட, பரிமாண ரீதியாகச் சரிபார்க்கப்பட்ட ஒரு பொருத்தமான தொகுப்பாக — ஊசி அச்சு, ஊது அச்சு, நீட்சித் தண்டு அமைப்பு மற்றும் பதப்படுத்தும் உள்ளகம் — வழங்கப்படுகிறது. இது, ISBM உற்பத்தியில் சுவர் தடிமன் மாறுபாடு மற்றும் மையத்திலிருந்து விலகிய அடிப்பாகங்களுக்கு மிகவும் பொதுவான காரணமாக இருக்கும் முன்வடிவம்-ஊது அச்சு சீரமைப்பு விலகலை நீக்குகிறது. கொலம்பியா மற்றும் லத்தீன் அமெரிக்காவில் அதிக கலவை கொண்ட பாட்டில் உற்பத்தி வரிசைகளை இயக்கும் வாடிக்கையாளர்களுக்கு, முன்-சரிபார்க்கப்பட்ட பொருத்தமான தொகுப்பைப் பெறுவது, தயாரிப்பு SKU-களுக்கு இடையில் மாறும்போது மாற்ற நேரத்தை வியத்தகு முறையில் குறைக்கிறது.
எங்கள் அச்சுத் தொகுப்புகள், இயந்திரத்தில் எந்த மாற்றமும் செய்யத் தேவையின்றி, ASB மற்றும் AOKI கருவிகளுக்கு ஒரு நடைமுறைக்கு உகந்த, செலவு குறைந்த மாற்றாகப் பயன்படுகின்றன. பரிமாண இடைமுகங்கள் — பிளேட்டன் பொருத்தும் முறை, நெக் கோர் பிட்ச், ப்ளோ கேவிட்டி பார்ட்டிங்-லைன் வடிவியல் — ஆகியவை அசல் இயந்திர விவரக்குறிப்புகளுடன் பொருத்தப்பட்டுள்ளன. ஏற்கனவே ஜப்பானிய உபகரணங்களைப் பயன்படுத்தும் தொழிற்சாலைகள், அதே பரிமாணப் பரிமாற்றத்தன்மையுடன் கூடிய, போட்டி விலையிலான மாற்று அச்சு விருப்பங்களைப் பெறுகின்றன. இது, அசல் இயந்திர உற்பத்தியாளர்களிடமிருந்து OEM பாகங்களைப் பெறுவதோடு ஒப்பிடும்போது, கருவி கொள்முதல் செலவுகளைக் கணிசமாகக் குறைப்பதோடு, உற்பத்தித் தொடர்ச்சியையும் சாத்தியமாக்குகிறது.
உட்செலுத்துக் குழிச் செருகல்கள், H13 அல்லது P20 முன்-கடினப்படுத்தப்பட்ட கருவி எஃகிலிருந்து 48–52 HRC அளவில் இயந்திரத்தால் செதுக்கப்பட்டு, பின்னர் சிறந்த ஒளியியல் தெளிவுக்காக Ra ≤ 0.05 μm அளவிற்கு மெருகூட்டப்படுகின்றன. ஊது அச்சுப் பாதிகள், வெப்பத் திறனையும் கீறல் எதிர்ப்பையும் இணைக்கும் கடின-ஆனோடைஸ் செய்யப்பட்ட மேற்பரப்புகளுடன் 7075 விமான அலுமினியத்திலிருந்து தயாரிக்கப்படுகின்றன. S136 துருப்பிடிக்காத எஃகு கழுத்து வளையங்கள், மூடும் விட்டத்தில் ±0.01 மிமீ அளவிற்குத் துல்லியமாக அரைக்கப்படுகின்றன. இந்த மூலப்பொருள் மற்றும் பூச்சுத் திட்டம், குழியின் படிப்படியான சிதைவு இன்றி, மில்லியன் கணக்கான உற்பத்திச் சுழற்சிகள் முழுவதும் கொள்கலன் மேற்பரப்பின் தரம் மற்றும் கழுத்துப் பூச்சின் பரிமாணத் திறன் ஆகியவை பராமரிக்கப்படுவதை உறுதி செய்கிறது.
ஒற்றைக் குழி கொண்ட முன்மாதிரி அச்சிலிருந்து 12 குழிகள் கொண்ட அதிக உற்பத்தித் திறன் கொண்ட கருவி வரை, எங்களின் ஊசி ஊது அச்சு வார்ப்பு வரிசையானது இயந்திரத்தின் திறன் மற்றும் உற்பத்தித் தேவைக்கு ஏற்ப அளவிடப்படுகிறது. மாடுலர் குழி செருகு வடிவமைப்பு என்பது, குறிப்பிட்ட கழுத்துப் பகுதி மற்றும் கொள்கலன் வகைகளுக்கு, தயாரிப்பு விவரக்குறிப்புகள் மாறும் போது, அதே அச்சு அடித்தளத்தை வெவ்வேறு குழி செருகுகளுடன் மறுவடிவமைக்க முடியும் என்பதாகும் — இது ஒரு பேக்கேஜிங் நிறுவனம் அதன் கொள்கலன் வடிவமைப்பைப் புதுப்பிக்கும்போது தேவைப்படும் கருவி முதலீட்டைக் குறைக்கிறது. இணையான முன்வடிவ சீரமைப்பு அமைப்புகளை ஆதரிக்கும் இயந்திரங்களுக்கு ஒற்றை வரிசை மற்றும் இரட்டை வரிசை உள்ளமைவுகள் கிடைக்கின்றன.
ஒவ்வொரு அச்சுத் தொகுப்பும், வாடிக்கையாளர் பயன்படுத்த விரும்பும் குறிப்பிட்ட மூலப்பொருளுக்காக — PET, PETG, PETE, அதிக ஒளிபுகும் தன்மை கொண்ட PP, PCTG, SAN, PC, PMMA, PS, அல்லது TRITAN (BPA-இல்லாதது) — வடிவமைக்கப்பட்டுள்ளது. கேட் வடிவியல், ரன்னர் சமநிலை, குழி காற்றோட்டம் மற்றும் குளிரூட்டும் அமைப்பு ஆகிய அனைத்தும், தேர்ந்தெடுக்கப்பட்ட ரெசின் வகைக்கு ஏற்ப வடிவமைப்பு நிலையிலேயே உகந்ததாக்கப்படுகின்றன. இந்த நெகிழ்வுத்தன்மையின் காரணமாக, ஒரே அச்சு நிரல், சாதாரண PET தண்ணீர் பாட்டில்கள் முதல் மருத்துவத் தரம் வாய்ந்த PC மருந்துப் பொருட்கள் வைக்கும் கொள்கலன்கள் மற்றும் BPA-இல்லாத குழந்தை உணவுப் பாட்டில்கள் வரையிலான தேவைகளை, ஒரே உற்பத்தித் தொழில்நுட்பத் தளத்திற்குள், செயல்முறையில் எந்த சமரசமும் இன்றி பூர்த்தி செய்ய முடியும்.
4. அச்சுப் பொருட்கள் மற்றும் கட்டுமானத் தரநிலைகள்
எந்தவொரு இன்ஜெக்ஷன் ஸ்ட்ரெட்ச் ப்ளோ மோல்டிங் அச்சின் ஆயுட்காலமும் வெளியீட்டுத் தரமும் முதலில் மூலப்பொருள் தேர்வு நிலையிலேயே தீர்மானிக்கப்படுகின்றன. தரம் குறைந்த எஃகு, போதுமான வெப்பப் பதப்படுத்தல் இல்லாமை, அல்லது துல்லியமற்ற எந்திரப் பணிப் பொருத்தமின்மைகள் ஆகியவை, அச்சு அதன் திட்டமிடப்பட்ட சேவைக்காலத்தை அடைவதற்கு நீண்ட காலத்திற்கு முன்பே, அச்சுக் குழி முன்கூட்டியே தேய்வதற்கும், பிரிப்புக் கோட்டில் பிசிறுகள் உருவாவதற்கும், மற்றும் சீரற்ற முன்வடிவப் பரிமாணங்களுக்கும் காரணமாகின்றன. எங்களின் அச்சு கட்டுமானத் தரநிலைகள், மூல எஃகு கொள்முதல் முதல் அனுப்பப்படுவதற்கு முந்தைய இறுதிப் பரிமாண ஆய்வு வரை, கருவி விநியோகச் சங்கிலியில் உள்ள ஒவ்வொரு முக்கியமான மூலப்பொருள் மற்றும் செயல்முறை அளவுருவையும் கருத்தில் கொள்கின்றன.
உற்பத்தி அளவு மற்றும் ரெசின் வகையைப் பொறுத்து, உட்செலுத்தும் குழி செருகல்கள் H13 வெப்ப-வேலை கருவி எஃகிலிருந்து (DIN 1.2344 க்கு சமமானது) அல்லது P20 முன்-கடினப்படுத்தப்பட்ட எஃகிலிருந்து (DIN 1.2311) இயந்திரத்தால் செதுக்கப்படுகின்றன. அதிக உட்செலுத்தும் அழுத்தம் மற்றும் உயர்ந்த அச்சு வெப்பநிலையை ஏற்படுத்தும் PC மற்றும் PPSU போன்ற அதிக அளவு உற்பத்தி மற்றும் பொறியியல் ரெசின்களுக்கு H13 தேர்ந்தெடுக்கப்படுகிறது; மிதமான அழுத்தங்களில் அழகுசாதன PET மற்றும் PETG பயன்பாடுகளுக்கு P20 பொருத்தமானது. இரண்டு எஃகுகளும் சீரான கடினத்தன்மைக்காக வெற்றிட வெப்ப சிகிச்சை மற்றும் இரட்டை பதப்படுத்துதலுக்கு உட்படுத்தப்படுகின்றன. 7075-T6 விமான அலுமினியத்தில் உள்ள ஊது அச்சுப் பாதிகள், எஃகை விட சுமார் ஐந்து மடங்கு அதிக வெப்பக் கடத்துத்திறனை வழங்குகின்றன, இது ஒரு சுழற்சிக்கு குறைவான குளிரூட்டும் நேரத்திற்கும் மற்றும் கொள்கலன் சுவரில் மேம்பட்ட படிகத்தன்மை கட்டுப்பாட்டிற்கும் நேரடியாக வழிவகுக்கிறது. ஈரப்பதம் மற்றும் பாலிமர் சிதைவு வாயுக்களுக்கு எதிரான அரிப்பு எதிர்ப்பிற்காக, நூல் மற்றும் சீல் வடிவவியலை வரையறுக்கும் கழுத்து வளையங்கள் மற்றும் கோர் பின்கள் கடினப்படுத்தப்பட்ட S136 துருப்பிடிக்காத எஃகிலிருந்து (AISI 420 மாற்றியமைக்கப்பட்டதைப் போன்றது) தயாரிக்கப்படுகின்றன. அச்சுவழி முன்வடிவ ஊடுருவலின் போது ஏற்படும் உராய்வைக் குறைப்பதற்காக, நீட்சித் தண்டுகள் முழுமையாகக் கடினப்படுத்தப்பட்ட துருப்பிடிக்காத எஃகுப் பட்டையிலிருந்து ±0.01 மிமீ பரிமாணச் சகிப்புத்தன்மையுடனும், Ra ≤ 0.2 μm மேற்பரப்புச் சொரசொரப்புடனும் அரைக்கப்படுகின்றன.
| அச்சு கூறு | பொருள் | கடினத்தன்மை | மேற்பரப்பு பூச்சு | முக்கிய குறிப்புகள் |
|---|---|---|---|---|
| ஊசி குழி செருகு | H13 / P20 கருவி எஃகு | 48–52 HRC (H13) / 28–34 HRC (P20) | கண்ணாடிப் பளபளப்பு Ra ≤ 0.05 μm | வெற்றிட வெப்ப சிகிச்சை, இரட்டை பதப்படுத்தல் |
| ஊது அச்சு குழி | 7075-T6 அலுமினியக் கலவை | எச்பி 150–175 | கடின அனோடைசிங் 25–30 μm | உயர் வெப்பக் கடத்துத்திறன், வேகமான சுழற்சி குளிர்விப்பு |
| கழுத்து வளையம் / நூல் உள்ளகம் | S136 துருப்பிடிக்காத எஃகு | 50–52 HRC | அதிக பளபளப்புள்ள பாலிஷ் | அரிப்பைத் தடுக்கும், ±0.01 மிமீ அளவுள்ள சீலிங் விட்டம் |
| நீட்சித் தண்டு | கடினப்படுத்தப்பட்ட துருப்பிடிக்காத எஃகு | 52–55 HRC | தரை Ra ≤ 0.2 μm | பரிமாண சகிப்புத்தன்மை ±0.01 மிமீ |
| அச்சு அடித்தளம் / சட்டகம் | 45# எஃகு (அழுத்தம் தணிக்கப்பட்டது) | HRC 28–34 | கருப்பு ஆக்சைடு / நிக்கல் பூச்சு | அழுத்தத் தணிப்பு பதப்படுத்தலுக்குப் பிறகு CNC இயந்திரத்தில் செதுக்கப்பட்டது |
| கண்டிஷனிங் கோர் | பெரிலியம் தாமிரம் / H13 | HRC 36–40 | மெருகூட்டப்பட்ட | சீரான வெப்பநிலை கட்டுப்பாட்டிற்கான உயர் வெப்ப கடத்துத்திறன் |
5. இயந்திர மாதிரி மற்றும் அச்சுக்குழிகளின் எண்ணிக்கை விவரக்குறிப்புகள்
கீழே உள்ள அட்டவணைகள், மூன்று முதன்மை இயந்திர மாடல்களுக்கு, ஒவ்வொரு குழி எண்ணிக்கையிலும் அடையக்கூடிய அதிகபட்ச கொள்கலன் பரிமாணங்களைப் பட்டியலிடுகின்றன. இந்த எண்கள், தனிப்பயன் கொள்கலன் வடிவங்களை உருவாக்கக்கூடிய வடிவமைப்பு வரம்பைக் குறிக்கின்றன. ஒரு குறிப்பிட்ட பாட்டிலின் உண்மையான பரிமாணங்கள், நீட்சி விகிதம், மூலப்பொருள் மற்றும் சுவர் தடிமன் இலக்கு ஆகியவற்றைப் பொறுத்து அமையும். எங்கள் அச்சுப் பொறியாளர்கள், கருவி உருவாக்கத்திற்கு ஒப்புக்கொள்வதற்கு முன்பு, ஒவ்வொரு தனிப்பயன் வடிவமைப்பையும் இந்த வரம்புகளுக்கு எதிராக மதிப்பாய்வு செய்கிறார்கள். இதன் மூலம், எந்தவொரு எஃகும் வெட்டப்படுவதற்கு முன்பாக, பரிந்துரைக்கப்பட்ட இயந்திரத் தளத்தில் கொள்கலன் விவரக்குறிப்பு அடையக்கூடியதா என்பதை உறுதிசெய்கிறார்கள்.
EP-BPET-70V4 — அச்சுக் குழியின் பரிமாணங்கள்
| அளவுரு | அலகு | 1 குழி | 2 குழிகள் | 3 குழிகள் | 4 குழிகள் | 5 குழிகள் | 6 குழிகள் |
|---|---|---|---|---|---|---|---|
| அதிகபட்ச வெளிப்புற கழுத்து | மிமீ | 80 | 60 | 45 | 34 | 30 | 20 |
| அதிகபட்ச உடல் விட்டம் | மிமீ | 116 | 99 | 75 | 66 | 50 | 44 |
| அதிகபட்ச உயரம் | மிமீ | 300 | 300 | 300 | 200 | 200 | 200 |
| அதிகபட்ச ஒலி அளவு | மில்லி | 2,500 | 2,300 | 1,000 | 500 | 300 | 150 |
EP-BPET-70-V4 ஊசி நீட்சி ஊதுகுழல் மோல்டிங் இயந்திரம் | 4 நிலையம்
EP-BPET-125V4 — அச்சுக் குழியின் பரிமாணங்கள்
| அளவுரு | அலகு | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| அதிகபட்ச வெளிப்புற கழுத்து (மிமீ) | மிமீ | 148 | 120 | 99 | 94 | 73 | 57 | 42 | 36 | 34 | 26 | 23 | 18 |
| அதிகபட்ச உடல் விட்டம் (மிமீ) | மிமீ | 204 | 152 | 130 | 120 | 98 | 78 | 66 | 54 | 53 | 44 | 40 | 37 |
| அதிகபட்ச உயரம் (மிமீ) | மிமீ | 300 | 300 | 300 | 300 | 300 | 250 | 250 | 250 | 250 | 250 | 250 | 250 |
| அதிகபட்ச கொள்ளளவு (மிலி) | மில்லி | 5,000 | 3,000 | 2,000 | 1,000 | 800 | 600 | 450 | 400 | 300 | 250 | 200 | 100 |
EP-BPET-125-V4 ஊசி நீட்சி ஊதுகுழல் மோல்டிங் இயந்திரம் | 4 நிலையம்
EP-BPET-94V3 — அச்சுக் குழியின் பரிமாணங்கள்
| அளவுரு | அலகு | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|---|
| அதிகபட்ச வெளிப்புற கழுத்து (மிமீ) | மிமீ | 110 | 109 | 89 | 70 | 42 | 34 | 30 | 24 |
| அதிகபட்ச உடல் விட்டம் (மிமீ) | மிமீ | 149 | 130 | 130 | 100 | 80 | 66 | 54 | 48 |
| அதிகபட்ச உயரம் (மிமீ) | மிமீ | 300 | 300 | 300 | 300 | 250 | 250 | 200 | 200 |
| அதிகபட்ச கொள்ளளவு (மிலி) | மில்லி | 4,500 | 2,500 | 2,500 | 1,500 | 800 | 500 | 300 | 200 |
EP-BPET-94-V3 ஊசி நீட்சி ஊதுகுழல் மோல்டிங் இயந்திரம் | 3 நிலையம்

6. பயன்பாட்டுச் சூழ்நிலைகள்
இன் பல்துறைத்திறன் ஒற்றை-படி ஊசி நீட்டிப்பு ஊதுதல் அச்சு இது பல்வேறு பேக்கேஜிங் துறைகளில் விரும்பப்படும் ஒரு கருவியாக அமைகிறது. கீழே உள்ள பயன்பாட்டுப் பகுதிகள், கொலம்பியா, லத்தீன் அமெரிக்கா மற்றும் சர்வதேச அளவில் செயல்படும் உற்பத்திச் சூழல்களில் இந்த அச்சுத் தொகுப்புகளின் முதன்மை வணிகப் பயன்பாடுகளைக் குறிப்பிடுகின்றன.
அழகுசாதனப் பொருட்கள் மற்றும் தனிநபர் பராமரிப்பு பேக்கேஜிங்
உயர்தர சீரம் பாட்டில்கள், லோஷன் கொள்கலன்கள், ஷாம்பு பாத்திரங்கள் மற்றும் ஃபவுண்டேஷன் பேக்கேஜிங் ஆகியவற்றிற்கு, இன்ஜெக்ஷன் ஸ்ட்ரெட்ச் ப்ளோ மோல்டிங் செயல்முறையால் வழங்கக்கூடிய மிக உயர்ந்த ஒளியியல் தெளிவும், கூர்மையான நெக் ஃபினிஷ் துல்லியமும் தேவைப்படுகின்றன. எங்கள் மோல்ட் செட்களில் உள்ள கண்ணாடி போன்ற பளபளப்பான H13 இன்ஜெக்ஷன் கேவிட்டிகளும் S136 நெக் கோர்களும், பிராண்ட் உரிமையாளரின் விவரக்குறிப்புகள் கோரும் காட்சித் தரத்தையும் பரிமாண மீள்நிகழ்வையும் வழங்குகின்றன. வண்ண ஆழத்தையும் தாக்க எதிர்ப்பையும் மேம்படுத்தும் PETG மற்றும் PCTG ஃபார்முலேஷன்கள், அந்தந்தப் பொருளுக்கென பிரத்யேகமான கேட் மற்றும் கூலிங் வடிவமைப்புடன் முழுமையாக ஆதரிக்கப்படுகின்றன.
மருந்து மற்றும் மருத்துவ பேக்கேஜிங்
கண் சொட்டு மருந்து புட்டிகள், சிரப் கொள்கலன்கள், மாத்திரை ஜாடிகள் மற்றும் உட்செலுத்துதல் புட்டிகள் ஆகியவற்றின் மூடி கசிவு இல்லாத தன்மையை உறுதி செய்வதற்காக, மாசுபடாத உற்பத்தியும், கழுத்துப் பகுதியில் கடுமையான பரிமாணக் கட்டுப்பாடும் தேவைப்படுகின்றன. மூடப்பட்ட, ஒற்றை இயந்திர ஒற்றை-படி செயல்முறையானது, இரண்டு-படி அமைப்புகளில் உள்ள முதன்மை மாசுபடும் அபாயமான இடைநிலை முன்வடிவக் கையாளுதலை நீக்குகிறது. மீண்டும் பயன்படுத்தக்கூடிய மருத்துவக் கொள்கலன்களுக்கான PC மற்றும் PPSU பொருட்கள், மருந்து ஒழுங்குமுறை சமர்ப்பிப்புகளுக்காக, பொருத்தமான முறையில் குறிப்பிடப்பட்ட குழி எஃகு, வாயில் வடிவமைப்பு மற்றும் செயலாக்க வெப்பநிலை ஆவணங்களுடன் பயன்படுத்தப்படுகின்றன.
உணவு மற்றும் பான கொள்கலன்கள்
PET தண்ணீர் பாட்டில்கள், பழச்சாறு கொள்கலன்கள், மசாலாப் பாட்டில்கள் மற்றும் உணவுத் தர அகன்ற வாய் ஜாடிகள் ஆகியவை ஒரு-படி ISBM கருவியாக்கத்திற்கான அதிக அளவில் உற்பத்தி செய்யப்படும் பயன்பாடுகளில் அடங்கும். எங்கள் அச்சு வடிவமைப்பு, உணவுத் தர PET-இல் போதுமான மேல்-சுமை வலிமை மற்றும் தடுப்பு செயல்திறனுக்குத் தேவையான இரு-அச்சு மூலக்கூறு நோக்குநிலையை அடைகிறது. சரிசெய்யப்பட்ட குழி எண்ணிக்கையுடன், BPET-125V4 தளத்தில் 204 மிமீ உடல் விட்டம் வரையிலான அகன்ற வாய் ஜாடி உள்ளமைவுகள் கிடைக்கின்றன. இது சிறிய வடிவ இயந்திரங்களில் அடைய முடியாத உணவு கொள்கலன்களின் உற்பத்தியை சாத்தியமாக்குகிறது.
குழந்தை மற்றும் கைக்குழந்தை தயாரிப்பு பாட்டில்கள்
குழந்தை பாட்டில்கள் மற்றும் சிப்பி கோப்பைகளுக்கு, வழக்கமான உணவூட்டும் நிப்பிள் மூடிகளுடன் பொருந்தக்கூடிய தன்மையை உறுதிசெய்ய, BPA இல்லாத பொருட்களான ட்ரைட்டான் (TRITAN), PPSU, அல்லது உணவுத் தரத்திலான PC ஆகியவற்றுடன், மிகவும் துல்லியமான கழுத்துப் பகுதி அளவுகளும் தேவைப்படுகின்றன. எங்கள் குழந்தை தயாரிப்பு அச்சு வார்ப்புருக்கள், வாயில் எச்சங்களைக் குறைப்பதில் சிறப்பு கவனம் செலுத்தி வடிவமைக்கப்பட்டுள்ளன: கொள்கலனின் உட்புறம் மென்மையாகவும், சுத்தம் செய்யக்கூடியதாகவும், பாக்டீரியாக்களைத் தங்கவைக்கக்கூடிய எந்தவொரு மூலப்பொருள் எச்சங்களும் இல்லாமலும் இருக்க வேண்டும். BPA இல்லாத இணக்கம் மற்றும் உணவுப் பாதுகாப்புச் சான்றிதழை ஆதரிக்கும் ஆவணங்கள் ஒவ்வொரு குழந்தை தயாரிப்பு அச்சுத் தொகுப்புடனும் வழங்கப்படுகின்றன.
வீட்டு உபயோக மற்றும் தொழில்துறை இரசாயன கொள்கலன்கள்
வீட்டுத் துப்புரவுப் பொருட்கள், வாகனத் திரவங்கள் மற்றும் விவசாய இரசாயனங்களுக்கான PETG மற்றும் PP கலவைகள், இரசாயன எதிர்ப்புத்திறன் மற்றும் குழந்தைகள் திறக்க முடியாத மூடிகள் இணையும் கழுத்துப் பகுதி மூடும் மண்டலங்களின் துல்லியம் ஆகியவற்றின் மீது கடுமையான தேவைகளை விதிக்கின்றன. எங்களின் PP-க்கு உகந்த அச்சுத் தொகுப்புகள், பகுதி-படிக பாலிபுரோப்பிலீனின் பாய்வுப் பண்புகளைக் கையாள்வதற்காக, குறிப்பாகச் சரிசெய்யப்பட்ட ஹாட் ரன்னர் வெப்பநிலை அமைப்புகளையும் குழி காற்றோட்டத்தையும் கொண்டுள்ளன. இந்தப் பகுதி-படிக பாலிபுரோப்பிலீன், ஒரு-படி ISBM செயல்முறையில் PET-யிலிருந்து கணிசமாக வேறுபடும் ஒரு பொருளாகும், மேலும் இதற்கு வழக்கமான PET கருவிகளைத் தழுவி அமைப்பதற்குப் பதிலாக, பிரத்யேகமான கருவிப் பொறியியல் தேவைப்படுகிறது.
கைவினை, சிறப்பு வடிவ, மற்றும் LED கூறுகள்
முன்வடிவம் முதல் ஊதுதல் வரையிலான சீரமைப்புச் சிக்கல் காரணமாக இரு-நிலை அமைப்புகளில் நம்பகத்தன்மையுடன் உற்பத்தி செய்வது கடினமான, சுழற்சிச் சமச்சீரற்ற கொள்கலன்களான — சதுரப் புட்டிகள், நீள்வட்டப் பகுதிகள், முக்கோண வடிவங்கள் மற்றும் தனிப்பயனாக்கப்பட்ட புடைப்பு வடிவங்கள் — ஆகியவற்றின் சீரான உற்பத்தியை இந்த ஒற்றை-படி ISBM செயல்முறை தனித்துவமாகச் சாத்தியமாக்குகிறது. PS அல்லது PMMA-விலிருந்து தயாரிக்கப்படும் LED விளக்கு நிழல் பாகங்கள் மற்றும் அலங்கார கைவினைக் கொள்கலன்கள் போன்றவை எங்களின் தனிப்பயனாக்கப்பட்ட வடிவமைப்புடைய ஊசிவழி நீட்சி ஊதுதல் அச்சுக் கருவிகளால் வழங்கப்படும் சிறப்புப் பயன்பாடுகளில் அடங்கும்; இதில், அச்சுப் பொறியியல் குழு வாடிக்கையாளர் வழங்கும் வடிவவியல் கோப்புகள் அல்லது இயற்பியல் மாதிரிகளிலிருந்து செயல்படுகிறது.
7. ISBM பிளாஸ்டிக் பேக்கேஜிங்கிற்கான ஒழுங்குமுறை மற்றும் தொழில்துறை தரநிலைகள்
ஊசி ஊது அச்சு வார்ப்பு கருவிகளையும், அவற்றிலிருந்து தயாரிக்கப்படும் நெகிழி கொள்கலன்களையும் வாங்குபவர்கள், உணவுடன் தொடர்பு கொள்ளும் பாதுகாப்பு, மருந்துப் பொதியிடல் இணக்கம், சுற்றுச்சூழல் கொள்கை மற்றும் தொழில்துறை பாதுகாப்பு ஆகியவற்றை உள்ளடக்கிய ஒரு சிக்கலான ஒழுங்குமுறைச் சூழலில் இயங்குகிறார்கள். கீழேயுள்ள கண்ணோட்டமானது, எங்கள் வாடிக்கையாளர்களுக்குத் தொடர்புடைய முக்கிய சந்தைகளில் உள்ள முக்கியப் பொருந்தக்கூடிய தரநிலைகளை உள்ளடக்கியுள்ளது. குறிப்பாக, பொதியிடல் வழங்குநர்கள் மற்றும் வர்த்தக முத்திரை உரிமையாளர்கள் ஆகிய இருவருக்கும் ஒழுங்குமுறை விழிப்புணர்வு பெருகிய முறையில் முக்கியத்துவம் பெறும் கொலம்பியா மற்றும் லத்தீன் அமெரிக்கப் பிராந்தியத்திற்கு இது சிறப்பு கவனம் செலுத்துகிறது.
| அதிகார வரம்பு | தரநிலை / ஒழுங்குமுறை | ISBM பேக்கேஜிங்கிற்கான பொருத்தம் |
|---|---|---|
| கொலம்பியா | INVIMA தீர்மானம் 683/2012 (உணவு தொடர்பு NTC) | உணவுடன் தொடர்பு கொள்ளும் பிளாஸ்டிக்குகளை ஒழுங்குபடுத்துகிறது; PET, PETG, PP கொள்கலன்களுக்கு ICONTEC NTC தரநிலைகளின் கீழ் மூலப்பொருள் அறிவிப்பு மற்றும் இடப்பெயர்வு சோதனை தேவைப்படுகிறது. |
| கொலம்பியா | Ley 1672 de 2013 / Ley 1466 de 2011 பிளாஸ்டிக் கழிவு | மறுசுழற்சி செய்யக்கூடிய ஒற்றைப் பொருள் பேக்கேஜிங்கை ஊக்குவிக்கிறது; ISBM ஆல் தயாரிக்கப்படும் PET கொள்கலன்கள் முழுமையாக மறுசுழற்சி செய்யக்கூடியவை, இது நீட்டிக்கப்பட்ட உற்பத்தியாளர் பொறுப்புத் தேவைகளுக்கு இணங்குவதை ஆதரிக்கிறது. |
| கொலம்பியா | Decreto 1596 de 2015 / RETIE | கொலம்பிய ஆலைகளில் இயங்கும் ISBM இயந்திரங்கள் மற்றும் துணை உபகரணங்களுக்கு மின்சாரப் பாதுகாப்பு மற்றும் இயந்திரப் பாதுகாப்புத் தேவைகள் பொருந்தும். |
| ஐரோப்பிய ஒன்றியம் | ஒழுங்குமுறை (EC) எண் 1935/2004 – உணவுடன் தொடர்பு கொள்ளும் பொருட்கள் | உணவுடன் தொடர்பு கொள்ளும் அனைத்துப் பொருட்களையும் நிர்வகிக்கிறது; உணவு அல்லது பானப் பயன்பாட்டிற்கான PET ISBM கொள்கலன்கள் உட்பட அனைத்து பிளாஸ்டிக் கூறுகளுக்கும் வழங்குநர் ஆவணங்கள் மற்றும் தடமறியும் தன்மை தேவைப்படுகிறது. |
| ஐரோப்பிய ஒன்றியம் | ஐரோப்பிய ஒன்றிய ஒழுங்குமுறை 10/2011 – உணவுடன் தொடர்பு கொள்ளும் நெகிழிப் பொருட்கள் | பிளாஸ்டிக் சேர்க்கைப் பொருட்களுக்கான குறிப்பிட்ட இடப்பெயர்வு வரம்புகள்; ISBM-ல் பயன்படுத்தப்படும் PET மற்றும் PP ரெசின்களுக்கு ஒட்டுமொத்த இடப்பெயர்வு வரம்பு ≤ 10 mg/dm² பொருந்தும்; அச்சு வழங்குநர்கள், குழிப் பொருட்கள் மாசுபாட்டை ஏற்படுத்தாது என்பதை உறுதி செய்ய வேண்டும். |
| அமெரிக்கா | FDA 21 CFR பகுதி 177 – மறைமுக உணவுச் சேர்க்கைகள்: பாலிமர்கள் | PET (177.1630) மற்றும் PP (177.1520) உள்ளிட்ட உணவு பேக்கேஜிங்கில் உள்ள ரெசின்களுக்கான தரநிலைகள்; ISBM கொள்கலன்கள் அமெரிக்க சந்தைக்கு ஏற்றுமதி செய்யப்படும்போது அல்லது அங்கு பயன்படுத்தப்படும்போது இது பொருந்தும். |
| பிரேசில் | ANVISA RDC 327/2019 – பிளாஸ்டிக் பேக்கேஜிங் | பிரேசிலின் சுகாதார ஒழுங்குமுறை ஆணையம், உணவுடன் தொடர்பு கொள்ளும் பிளாஸ்டிக்குகளுக்கு ஒப்புதல் அளிப்பதை கட்டாயமாக்குகிறது; பிரேசிலுக்கு ஏற்றுமதி செய்யப்படும் ISBM கொள்கலன்கள், இணக்க ஆவணங்களுடன் கூடிய ANVISA-பட்டியலிடப்பட்ட ரெசின்களைப் பயன்படுத்த வேண்டும். |
| மருந்து உலகளாவிய | ICH Q8 / USP பிளாஸ்டிக் மருந்து பேக்கேஜிங் | மருந்து கொள்கலன்களுக்கான பிரித்தெடுக்கக்கூடிய மற்றும் கசியக்கூடிய பொருட்களின் சோதனையை வரையறுக்கிறது; ISBM மருந்து அச்சு வார்ப்புருவானது, பிரித்தெடுப்பு அபாயத்தைக் குறைப்பதற்காக, வாயில் எச்சத்தையும் உள் மேற்பரப்பு சொரசொரப்பையும் குறைக்கிறது. |
| சர்வதேச | ISO 9001:2015 – தர மேலாண்மை அமைப்பு | பன்னாட்டு பொதியிடப்பட்ட பொருட்கள் உற்பத்தியாளர்களால், அச்சு வழங்குநர்களிடமிருந்து ஒரு தகுதி முன்நிபந்தனையாக இது பெருகிய முறையில் கோரப்படுகிறது. |
| சர்வதேச | ISO 15750 / ISO 22000 (உணவுப் பாதுகாப்பு மேலாண்மை) | உணவு மற்றும் பான பேக்கேஜிங் தொழிற்சாலைகளில் வாடிக்கையாளரின் ISO 22000 சான்றிதழ் தணிக்கைகளுக்கு, உணவுப் பாதுகாப்பு மேலாண்மை அமைப்புத் தரநிலைகள் மற்றும் அச்சு வார்ப்புரு தர ஆவணங்கள் துணைபுரிகின்றன. |
8. எங்களைப் பற்றி
எங்கள் உலகளாவிய கூட்டாளர்களுக்கு இயந்திர நிலைத்தன்மை, ஆற்றல் திறன் மற்றும் விரிவான ஒரே இடத்தில் சேவையை உத்தரவாதம் செய்யும் ஒரு வலுவான விநியோகச் சங்கிலியை நாங்கள் நிறுவியுள்ளோம். எங்கள் தொழில்முறை சேவை குழுவில் அச்சு வடிவமைப்பு மற்றும் முன்மாதிரி மாதிரி எடுப்பது முதல் ஆன்-சைட் நிறுவல் மற்றும் பணியாளர் பயிற்சி வரை முழுமையான ஆதரவை வழங்கும் தொழில்துறை வீரர்கள் உள்ளனர். லத்தீன் அமெரிக்க சந்தைக்கு, குறிப்பாக கொலம்பியாவிற்கு, துல்லியத்தில் சமரசம் செய்யாமல் செலவு-செயல்திறனின் முக்கியத்துவத்தை நாங்கள் புரிந்துகொள்கிறோம். எங்கள் இயந்திரம் ASB இன்ஜெக்ஷன் ஸ்ட்ரெட்ச் ப்ளோ மோல்டிங் இயந்திரங்கள் மற்றும் பிற ஜப்பானிய பிராண்டுகளுக்கு ஒரு சிறந்த மாற்றாகும், இது மூலதனச் செலவில் தோராயமாக 35% இல் ஒப்பிடக்கூடிய செயல்திறனை வழங்குகிறது, வேகமான முன்னணி நேரங்கள் மற்றும் உள்ளூர்மயமாக்கப்பட்ட தொழில்நுட்ப ஆதரவுடன் இணைக்கப்பட்டுள்ளது.
பட்டறை




9. தொடர்புடைய தயாரிப்புகள் மற்றும் அமைப்பு கூறுகள்
கூடுதலாக ஒற்றை-படி ஊசி நீட்டிப்பு ஊதுதல் அச்சு செட்கள் மற்றும் ISBM இயந்திரங்கள் மட்டுமின்றி, முழுமையான பேக்கேஜிங் லைன் கட்டுமானம் மற்றும் தொடர்ச்சியான பராமரிப்பிற்கு ஆதரவளிக்கும் பரந்த அளவிலான துல்லியமான இயந்திரக் கூறுகள் மற்றும் டிரைவ் சிஸ்டம் தயாரிப்புகளையும் நாங்கள் வழங்குகிறோம். எங்களின் ஒரே இடத்தில் அனைத்து தேவைகளையும் பூர்த்தி செய்யும் திறன், கொலம்பியா மற்றும் பரந்த லத்தீன் அமெரிக்க சந்தை முழுவதும் உற்பத்தி வரிசைகளை அமைக்கும் அல்லது மேம்படுத்தும் வாடிக்கையாளர்களின் கொள்முதல் சிக்கல்களைக் குறைக்கிறது.
விறைப்பான இணைப்புகள் மற்றும் தண்டு கூறுகள்
பேக்கேஜிங் மற்றும் கன்வேயர் உபகரணங்களில் இயக்கத் தண்டுகளை இணைப்பதற்கான துல்லியமான இயந்திர இணைப்பான்களுக்கு, அச்சு வார்ப்புருக்களுக்குத் தேவைப்படும் அதே பரிமாணத் துல்லியத் தரநிலைகள் தேவைப்படுகின்றன. ISBM இயந்திரங்கள் மற்றும் கீழ்நிலை நிரப்புதல் மற்றும் லேபிளிங் வழித்தடங்களில் பொதுவாகக் காணப்படும் இயக்க உள்ளமைவுகளுடன் இணக்கமான, விறைப்பான மற்றும் நெகிழ்வான இணைப்பான் தயாரிப்புகளை நாங்கள் வழங்குகிறோம். எங்களின் ரிஜிடல் கப்ளிங் வகைகளை ஆராயுங்கள்

கியர்பாக்ஸ்கள் மற்றும் வேகக் குறைப்பான்கள்
ISBM உற்பத்தித் தளங்களைச் சுற்றியுள்ள கன்வேயர் அமைப்புகள், சுழல் மேசை இயக்கிகள் மற்றும் துணை கையாளும் உபகரணங்களுக்கு, இயக்க கியர்பாக்ஸ்கள் மற்றும் துல்லியமான வேகக் குறைப்பான்கள் இன்றியமையாதவையாகும். எங்கள் அச்சு மற்றும் இயந்திரத் தயாரிப்புகளுக்குத் துணையாக விளங்கும் உயர் செயல்திறன் கொண்ட கியர்பாக்ஸ் தயாரிப்புகளுக்கான விநியோகத் திறன்களை நாங்கள் பராமரிக்கிறோம்; இதன் மூலம், கருவியமைப்பு மற்றும் இயந்திர இயக்கக் கூறுகள் ஆகிய இரண்டிற்கும் ஒரே மூலத்திலிருந்து தேவைப்படும் வாடிக்கையாளர்களுக்கு நாங்கள் ஆதரவளிக்கிறோம். எங்கள் கியர்பாக்ஸ் பட்டியலைப் பார்க்கவும்
அடிக்கடி கேட்கப்படும் கேள்விகள்
ஆசிரியர்: PXY



























