

Molde de soplado por inyección y estiramiento de un solo paso EP
El EP Molde de soplado por inyección y estiramiento en un solo paso Se trata de un conjunto de utillaje de precisión que abarca la secuencia completa de producción en máquinas ISBM de un solo paso, desde la inyección de la preforma y el acondicionamiento térmico hasta el conformado por soplado y estirado y la eyección del envase. Disponibles en configuraciones de 1 a 12 cavidades por ciclo, estos conjuntos de moldes admiten volúmenes de envase desde 20 ml hasta 5000 ml y están diseñados para series pequeñas y especializadas, así como para operaciones de envasado comercial de alto volumen. Cada conjunto está mecanizado con precisión en componentes emparejados para garantizar la consistencia dimensional, el espesor uniforme de la pared y la calidad reproducible del envase desde la primera inyección.
1. Ventajas de nuestra máquina ISBM y sus moldes
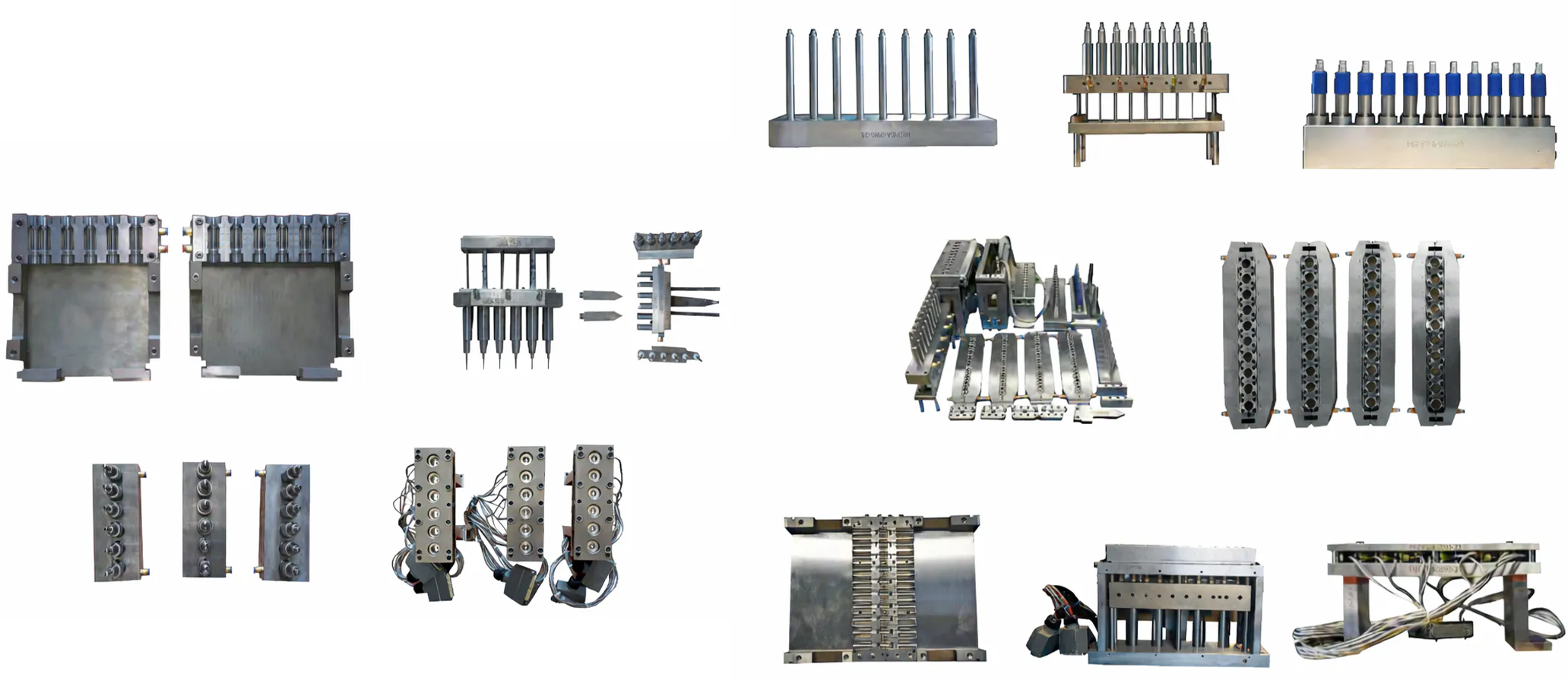
El Molde de soplado por inyección y estiramiento en un solo paso No se trata de una herramienta aislada, sino de un sistema de moldes completo y coordinado que comprende el molde de preformas de inyección, el conjunto de cavidades del molde de soplado, el conjunto de varillas de estiramiento y, cuando la plataforma de la máquina lo requiere, el conjunto de núcleos de acondicionamiento de temperatura. Todos los componentes están diseñados y calibrados conjuntamente para que la geometría de la preforma creada en la estación de inyección se transmita de forma directa y predecible a la estación de soplado. Esta integración define el utillaje ISBM de un solo paso y es la razón por la que las dimensiones del envase, la precisión del acabado del cuello y la uniformidad del espesor de la pared superan sistemáticamente lo que suelen lograr los sistemas de recalentamiento de dos etapas en entornos de producción reales. Nuestra fábrica reúne más de dos décadas de experiencia acumulada en el diseño y la fabricación de utillaje, habiendo suministrado conjuntos de moldes a clientes que operan líneas de envasado de cosméticos, productos farmacéuticos, alimentos y bebidas en varios continentes, incluyendo una creciente base de compradores industriales en Colombia y Latinoamérica.
La compatibilidad es un criterio de diseño primordial en toda la gama de moldes de moldeo por inyección-estirado-soplado. Las configuraciones estándar están diseñadas específicamente para nuestras series de máquinas BPET-70V4, BPET-94V3 y BPET-125V4. También fabricamos juegos de moldes de repuesto dimensionalmente compatibles con Máquinas japonesas tipo ASB-12M y AOKI-250 — Una solución práctica para clientes que utilizan equipos antiguos y desean actualizar sus herramientas sin reemplazar la máquina. Nuestro departamento de ingeniería de moldes se encarga de diseños de cavidades personalizados, geometrías de acabado de cuello únicas y formas de envase no estándar. Este departamento está equipado con centros de mecanizado CNC y equipos de electroerosión para trabajar a partir de archivos 3D o muestras físicas de botellas proporcionadas por el cliente.
La calidad en la selección del acero y el tratamiento térmico es lo que distingue las herramientas de producción de larga duración de aquellas que requieren reparaciones prematuras. Los insertos de la cavidad de inyección se mecanizan a partir de acero para herramientas P20 o H13 pretemplado, con superficies pulidas a espejo, lo que garantiza la claridad óptica que exigen los envases de cosméticos y productos farmacéuticos de alta gama. Las mitades del molde de soplado se fabrican con aleación de aluminio de grado aeronáutico con anodizado duro, seleccionada por su conductividad térmica, ligereza para cambios rápidos de molde y dureza adecuada para operaciones de alto ciclo. Las bases del molde se someten a un tratamiento de alivio de tensiones antes del mecanizado final para eliminar las tensiones residuales que podrían causar desviaciones dimensionales durante la producción prolongada. El resultado es un programa de herramientas que satisface plenamente las necesidades de los compradores en mercados competitivos que requieren productos de moldeo por soplado y estirado de inyección para una producción consistente y rentable.
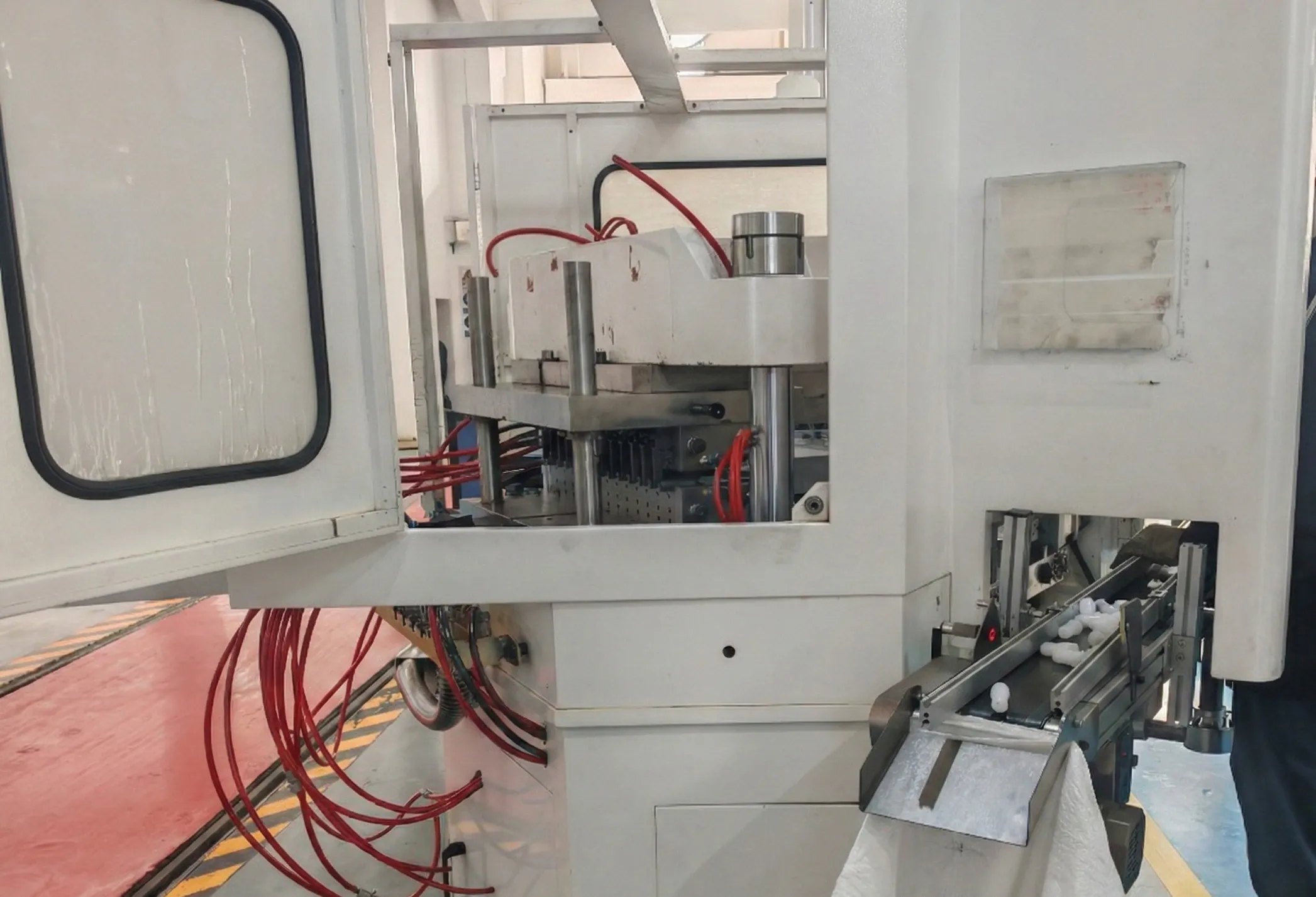
2. Cómo funciona el molde de soplado por inyección y estiramiento en un solo paso
Comprender cómo funciona el sistema de moldes dentro del conjunto proceso de moldeo por inyección, estirado y soplado Esto aclara por qué la precisión de las herramientas es tan crítica para los resultados de producción. En una máquina de 3 estaciones, el ciclo se ejecuta de la siguiente manera: en la Estación 1, el molde de inyección se cierra alrededor de la compuerta del canal caliente, se inyecta resina fundida para formar la preforma y el acabado del cuello se ajusta dimensionalmente aquí con tolerancias típicamente más ajustadas que ±0,05 mm; cada paso de rosca, superficie de sellado y geometría a prueba de manipulaciones se establecen en esta única estación. La preforma se transporta sobre los núcleos del cuello a la Estación 2, donde se recorta la cola o se acondiciona térmicamente, y de allí a la Estación 3, donde el molde de soplado se cierra a su alrededor. Una varilla de estiramiento desciende axialmente, alargando la preforma mientras que la presión radial del soplado expande simultáneamente la pared contra la superficie de la cavidad para lograr la forma del envase. En las máquinas de 4 estaciones, la estación de acondicionamiento adicional entre la inyección y el soplado permite un equilibrio de temperatura más preciso, razón por la cual las configuraciones de 4 estaciones pueden manejar de manera confiable envases de paredes gruesas o boca ancha que serían un desafío para un diseño de 3 estaciones.
El rendimiento final de la botella —transparencia, uniformidad del espesor de la pared, resistencia a la carga superior y capacidad de barrera— depende directamente del diseño del molde. La rugosidad de la superficie de la cavidad determina la transparencia óptica; la disposición de los canales de enfriamiento determina el tiempo de ciclo y la cristalinidad; el perfil del espesor de la pared de la preforma determina cómo se distribuye el material durante el estiramiento biaxial. Por lo tanto, un molde de inyección-estirado-soplado bien diseñado no es solo una herramienta de conformado, sino un componente de proceso de precisión. Nuestro equipo de ingeniería de moldes modela el flujo del material, la distribución del estiramiento y el comportamiento de enfriamiento antes de comenzar el corte del acero, de modo que el molde físico funciona según lo previsto desde la primera prueba, en lugar de después de múltiples rondas de costosos retrabajos.

3. Cinco ventajas clave del producto
Cada Molde de soplado por inyección y estiramiento en un solo paso Se entrega como un conjunto emparejado y dimensionalmente validado —molde de inyección, molde de soplado, conjunto de varilla de estiramiento y núcleo de acondicionamiento— mecanizado para funcionar en conjunto sin necesidad de calces en campo ni ajustes posteriores a la entrega. Esto elimina la desviación de alineación entre la preforma y el molde de soplado, que es la causa más común de variación en el espesor de la pared y bases descentradas en la producción ISBM. Para los clientes en Colombia y Latinoamérica que operan líneas de embotellado de alta variedad, recibir un conjunto emparejado y prevalidado reduce drásticamente el tiempo de cambio al alternar entre SKU de productos.
Nuestros juegos de moldes constituyen una alternativa práctica y rentable a las herramientas de ASB y AOKI, sin necesidad de modificar la máquina. Las interfaces dimensionales (patrón de montaje de la platina, paso del núcleo del cuello, geometría de la línea de separación de la cavidad de soplado) se ajustan a las especificaciones originales de la máquina. Las fábricas que ya utilizan equipos japoneses acceden a opciones de moldes de repuesto a precios competitivos con la misma intercambiabilidad dimensional, lo que permite la continuidad de la producción y reduce significativamente los costes de adquisición de herramientas en comparación con la compra de piezas OEM a los fabricantes de maquinaria originales.
Los insertos de la cavidad de inyección se mecanizan a partir de acero para herramientas pretemplado H13 o P20 con una dureza de 48 a 52 HRC, y luego se pulen hasta alcanzar una rugosidad Ra ≤ 0,05 μm para una claridad óptica superior. Las mitades del molde de soplado se fabrican con aluminio aeronáutico 7075 con superficies anodizadas duras que combinan eficiencia térmica con resistencia al rayado. Los anillos del cuello de acero inoxidable S136 se rectifican con precisión a ±0,01 mm en el diámetro de sellado. Este programa de materiales y acabados garantiza que la calidad de la superficie del envase y la capacidad dimensional del acabado del cuello se mantengan durante millones de ciclos de producción sin degradación progresiva de la cavidad.
Desde un molde prototipo de una sola cavidad hasta una herramienta de producción de alto rendimiento de 12 cavidades, nuestra gama de moldes de moldeo por inyección-soplado se adapta a la capacidad de la máquina y a la demanda de producción. El diseño modular de los insertos de cavidad permite reconfigurar la misma base del molde con diferentes insertos de cavidad para determinados acabados de cuello y familias de envases cuando cambian las especificaciones del producto, lo que reduce la inversión en utillaje necesaria cuando una marca de envases actualiza el diseño de su envase. Hay disponibles configuraciones de una y dos filas para máquinas que admiten diseños de alineación de preformas paralelas.
Cada juego de moldes está diseñado para el material específico que el cliente desea procesar: PET, PETG, PETE, PP de alta transparencia, PCTG, SAN, PC, PMMA, PS o TRITAN (libre de BPA). La geometría de la compuerta, el equilibrio del canal de alimentación, la ventilación de la cavidad y la disposición de la refrigeración se optimizan en la etapa de diseño para el tipo de resina seleccionado. Esta flexibilidad permite que un único programa de moldes cubra necesidades que van desde botellas de agua PET estándar hasta envases farmacéuticos de PC de grado médico y biberones libres de BPA, todo dentro de una misma plataforma tecnológica de fabricación sin comprometer el proceso.
4. Materiales de moldes y normas de construcción
La durabilidad y la calidad de cualquier molde de moldeo por inyección-estirado-soplado se determinan, en primer lugar, en la etapa de selección del material. Un acero de baja calidad, un tratamiento térmico inadecuado o tolerancias de mecanizado imprecisas provocan un desgaste prematuro de la cavidad, rebabas en la línea de separación y dimensiones inconsistentes de la preforma mucho antes de que el molde alcance su vida útil prevista. Nuestros estándares de construcción de moldes abarcan todos los parámetros críticos de material y proceso en la cadena de suministro de herramientas, desde la adquisición del acero en bruto hasta la inspección dimensional final antes del envío.
Los insertos de la cavidad de inyección se mecanizan a partir de acero para herramientas de trabajo en caliente H13 (equivalente a DIN 1.2344) o acero pretemplado P20 (DIN 1.2311) según el volumen de producción y el tipo de resina. El H13 se selecciona para series de alto volumen y resinas de ingeniería como PC y PPSU que imponen alta presión de inyección y temperaturas elevadas en el molde; el P20 es apropiado para aplicaciones cosméticas de PET y PETG a presiones moderadas. Ambos aceros se someten a un tratamiento térmico al vacío y un doble revenido para lograr una dureza uniforme. Las mitades del molde de soplado en aluminio aeronáutico 7075-T6 ofrecen una conductividad térmica aproximadamente cinco veces mayor que el acero, lo que se traduce directamente en un menor tiempo de enfriamiento por ciclo y un mejor control de la cristalinidad en la pared del envase. Los anillos del cuello y los pasadores del núcleo que definen la rosca y la geometría de sellado se producen a partir de acero inoxidable endurecido S136 (similar al AISI 420 modificado) para una resistencia a la corrosión frente a la humedad y los gases de descomposición del polímero. Las varillas de estiramiento se fabrican mediante mecanizado a partir de barras de acero inoxidable templado en toda su masa, con una tolerancia dimensional de ±0,01 mm y una rugosidad superficial Ra ≤ 0,2 μm para minimizar la fricción durante la penetración axial de la preforma.
| Componente de molde | Material | Dureza | Acabado superficial | Notas clave |
|---|---|---|---|---|
| Inserto de cavidad de inyección | Acero para herramientas H13 / P20 | 48–52 HRC (H13) / 28–34 HRC (P20) | Pulido espejo Ra ≤ 0,05 μm | Tratamiento térmico al vacío, doblemente templado. |
| Cavidad del molde de soplado | Aleación de aluminio 7075-T6 | HB 150–175 | Anodizado duro de 25 a 30 μm | Alta conductividad térmica, refrigeración de ciclo rápido |
| Anillo del cuello / Núcleo roscado | Acero inoxidable S136 | 50–52 HRC | Pulido de alto brillo | Diámetro de sellado rectificado resistente a la corrosión de ±0,01 mm |
| Barra de estiramiento | Acero inoxidable endurecido | 52–55 HRC | Superficie Ra ≤ 0,2 μm | Tolerancia dimensional ±0,01 mm |
| Base/marco del molde | Acero 45# (tratado para aliviar tensiones) | HRC 28–34 | Óxido negro / placa de níquel | Mecanizado CNC después del recocido de alivio de tensiones. |
| Núcleo de acondicionamiento | Cobre berilio / H13 | HRC 36–40 | Pulido | Alta conductividad térmica para una regulación uniforme de la temperatura. |
5. Modelo de máquina y especificaciones del número de cavidades del molde
Las tablas a continuación muestran las dimensiones máximas de los envases que se pueden lograr con cada número de cavidades para los tres modelos de máquina principales. Estas cifras representan el rango de diseño dentro del cual se pueden desarrollar perfiles de envases personalizados. Las dimensiones reales de una botella específica dependen de la relación de estiramiento, el material y el espesor de pared deseado. Nuestros ingenieros de moldes revisan cada diseño personalizado en función de estos límites antes de iniciar la fabricación de las herramientas, asegurándose de que las especificaciones del envase sean factibles en la plataforma de máquina seleccionada antes de cortar el acero.
EP-BPET-70V4 — Dimensiones de la cavidad del molde
| Parámetro | Unidad | 1 cavidad | 2 cavidades | 3 caries | 4 cavidades | 5 caries | 6 cavidades |
|---|---|---|---|---|---|---|---|
| Cuello externo máximo | mm | 80 | 60 | 45 | 34 | 30 | 20 |
| Diámetro máximo del cuerpo | mm | 116 | 99 | 75 | 66 | 50 | 44 |
| Altura máxima | mm | 300 | 300 | 300 | 200 | 200 | 200 |
| Volumen máximo | ml | 2,500 | 2,300 | 1,000 | 500 | 300 | 150 |
Máquina de moldeo por inyección, estirado y soplado EP-BPET-70-V4 | 4 estaciones
EP-BPET-125V4 — Dimensiones de la cavidad del molde
| Parámetro | Unidad | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Diámetro máximo del cuello externo (mm) | mm | 148 | 120 | 99 | 94 | 73 | 57 | 42 | 36 | 34 | 26 | 23 | 18 |
| Diámetro máximo del cuerpo (mm) | mm | 204 | 152 | 130 | 120 | 98 | 78 | 66 | 54 | 53 | 44 | 40 | 37 |
| Altura máxima (mm) | mm | 300 | 300 | 300 | 300 | 300 | 250 | 250 | 250 | 250 | 250 | 250 | 250 |
| Volumen máximo (ml) | ml | 5,000 | 3,000 | 2,000 | 1,000 | 800 | 600 | 450 | 400 | 300 | 250 | 200 | 100 |
Máquina de moldeo por inyección, estirado y soplado EP-BPET-125-V4 | 4 estaciones
EP-BPET-94V3 — Dimensiones de la cavidad del molde
| Parámetro | Unidad | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|---|
| Diámetro máximo del cuello externo (mm) | mm | 110 | 109 | 89 | 70 | 42 | 34 | 30 | 24 |
| Diámetro máximo del cuerpo (mm) | mm | 149 | 130 | 130 | 100 | 80 | 66 | 54 | 48 |
| Altura máxima (mm) | mm | 300 | 300 | 300 | 300 | 250 | 250 | 200 | 200 |
| Volumen máximo (ml) | ml | 4,500 | 2,500 | 2,500 | 1,500 | 800 | 500 | 300 | 200 |
Máquina de moldeo por inyección, estirado y soplado EP-BPET-94-V3 | 3 estaciones

6. Escenarios de aplicación
La versatilidad de la Molde de soplado por inyección y estiramiento en un solo paso Esto lo convierte en la herramienta preferida en un amplio espectro de sectores de empaque. Las áreas de aplicación que se detallan a continuación representan los principales usos comerciales de estos juegos de moldes en entornos de producción que operan en Colombia, Latinoamérica e internacionalmente.
Envases para cosméticos y productos de cuidado personal
Los envases de sérum, loción, champú y base de maquillaje de alta gama requieren la máxima claridad óptica y la precisión nítida en el acabado del cuello que puede ofrecer el proceso de moldeo por inyección-soplado. Las cavidades de inyección H13 pulidas a espejo y los núcleos de cuello S136 de nuestros moldes ofrecen la calidad visual y la repetibilidad dimensional que exigen las marcas. Las formulaciones de PETG y PCTG, que mejoran la profundidad del color y la resistencia al impacto, son totalmente compatibles con un diseño de entrada y refrigeración específico para cada material.
Envases farmacéuticos y médicos
Los frascos para gotas oftálmicas, los envases de jarabe, los frascos para tabletas y los frascos para infusión requieren una producción libre de contaminación y un control dimensional riguroso en el acabado del cuello para garantizar la estanqueidad del cierre. El proceso sellado, de una sola máquina y de un solo paso, elimina la manipulación intermedia de preformas, principal riesgo de contaminación en los sistemas de dos etapas. Se admiten materiales de PC y PPSU para envases médicos reutilizables, con la documentación adecuada sobre el acero de la cavidad, el diseño de la compuerta y la temperatura de procesamiento para las presentaciones regulatorias farmacéuticas.
Envases para alimentos y bebidas
Las botellas de agua de PET, los envases de zumo, los frascos de condimentos y los tarros de boca ancha aptos para uso alimentario se encuentran entre las aplicaciones de mayor volumen para el utillaje ISBM de un solo paso. Nuestro diseño de molde logra la orientación molecular biaxial necesaria para una resistencia a la carga superior y un rendimiento de barrera adecuados en PET apto para uso alimentario. En la plataforma BPET-125V4, con un número de cavidades ajustado, se pueden fabricar tarros de boca ancha con diámetros de hasta 204 mm, lo que permite la producción de envases para alimentos que no serían viables con máquinas de menor formato.
Biberones para bebés y lactantes
Los biberones y vasos de aprendizaje requieren materiales libres de BPA (TRITAN, PPSU o PC apto para uso alimentario) y un acabado del cuello extremadamente preciso para garantizar la compatibilidad con las tetinas estándar. Nuestros moldes para productos infantiles están diseñados prestando especial atención a la minimización de residuos: el interior del recipiente debe ser liso, fácil de limpiar y libre de cualquier impureza que pueda albergar bacterias. Se incluye documentación que acredita el cumplimiento de la normativa sobre BPA y la certificación de seguridad alimentaria con cada juego de moldes para productos infantiles.
Contenedores para productos químicos domésticos e industriales
Las formulaciones de PETG y PP para productos de limpieza domésticos, fluidos para automóviles y agroquímicos exigen una gran resistencia química y una alta precisión en el sellado de las zonas de cierre del cuello, donde se activan los cierres a prueba de niños. Nuestros moldes optimizados para PP incorporan perfiles de temperatura de canal caliente y ventilación de cavidades específicamente ajustados para gestionar las características de flujo del polipropileno semicristalino, un material que se comporta de forma muy diferente al PET en el proceso ISBM de un solo paso y que requiere un diseño de utillaje específico en lugar de la adaptación de utillaje estándar para PET.
Componentes artesanales, de formas especiales y LED
El proceso ISBM de un solo paso permite la producción consistente de envases no simétricos rotacionalmente (botellas cuadradas, secciones ovaladas, perfiles triangulares y formas personalizadas en relieve), difíciles de lograr de forma fiable en sistemas de dos etapas debido a la complejidad de la alineación entre la preforma y el soplado. Los componentes de pantallas de lámparas LED y los envases decorativos para manualidades fabricados con PS o PMMA se encuentran entre las aplicaciones especiales que cubren nuestras herramientas de moldeo por inyección-estirado-soplado de perfil personalizado, donde el equipo de ingeniería de moldes trabaja a partir de archivos de geometría o muestras físicas proporcionadas por el cliente.
7. Normas reglamentarias e industriales para envases de plástico ISBM
Los compradores de herramientas para moldeo por inyección-soplado y los envases de plástico fabricados con ellas operan en un entorno normativo complejo que abarca la seguridad en contacto con alimentos, el cumplimiento de las normas para envases farmacéuticos, la política medioambiental y la seguridad industrial. El resumen que se presenta a continuación abarca las principales normas aplicables en los mercados más importantes para nuestros clientes, con especial atención a Colombia y la región latinoamericana, donde el conocimiento de la normativa es cada vez más importante tanto para los proveedores de envases como para los propietarios de marcas.
| Jurisdicción | Norma/Reglamento | Relevancia para el embalaje ISBM |
|---|---|---|
| Colombia | INVIMA Resolución 683/2012 (contacto alimentario NTC) | Regula los plásticos en contacto con alimentos; los envases de PET, PETG y PP requieren declaración de materiales y pruebas de migración según las normas ICONTEC NTC. |
| Colombia | Ley 1672 de 2013 / Ley 1466 de 2011 residuos plásticos | Promueve el uso de envases monomateriales reciclables; los envases de PET producidos por ISBM son totalmente reciclables, lo que facilita el cumplimiento de los requisitos de responsabilidad ampliada del productor. |
| Colombia | Decreto 1596 de 2015 / RETIE | Los requisitos de seguridad eléctrica y protección de maquinaria se aplican a las máquinas ISBM y equipos auxiliares que operan en instalaciones colombianas. |
| unión Europea | Reglamento (CE) n.º 1935/2004 – Materiales en contacto con alimentos | Regula todos los materiales en contacto con alimentos; exige documentación del proveedor y trazabilidad para todos los componentes plásticos, incluidos los envases de PET ISBM para uso alimentario o de bebidas. |
| unión Europea | Reglamento (UE) 10/2011 – Materiales plásticos en contacto con alimentos | Límites de migración específicos para aditivos plásticos; el límite de migración global ≤ 10 mg/dm² se aplica a las resinas de PET y PP utilizadas en ISBM; los proveedores de moldes deben asegurarse de que los materiales de la cavidad no introduzcan contaminación. |
| EE.UU | FDA 21 CFR Parte 177 – Aditivos alimentarios indirectos: Polímeros | Normas para resinas en envases de alimentos, incluyendo PET (177.1630) y PP (177.1520); relevantes cuando los envases ISBM se exportan o se utilizan en el mercado de los Estados Unidos. |
| Brasil | ANVISA RDC 327/2019 – Envases de plástico | La autoridad reguladora sanitaria de Brasil exige la aprobación de los plásticos en contacto con alimentos; los envases ISBM exportados a Brasil deben utilizar resinas incluidas en la lista de ANVISA y contar con la documentación de conformidad. |
| Farmacéutica Global | ICH Q8 / USP Envases farmacéuticos de plástico | Define las pruebas de extractables y lixiviables para envases farmacéuticos; el utillaje farmacéutico de ISBM minimiza los restos de la compuerta y la rugosidad de la superficie interna para reducir el riesgo de extracción. |
| Internacional | ISO 9001:2015 – Sistema de Gestión de la Calidad | Cada vez más, los fabricantes multinacionales de productos envasados lo exigen a los proveedores de moldes como requisito previo para su cualificación. |
| Internacional | ISO 15750 / ISO 22000 (Gestión de la seguridad alimentaria) | Normas del sistema de gestión de la seguridad alimentaria; la documentación de calidad de los moldes respalda las auditorías de certificación ISO 22000 de los clientes en las fábricas de envasado de alimentos y bebidas. |
8. Sobre nosotros
Hemos establecido una sólida cadena de suministro que garantiza la estabilidad de las máquinas, la eficiencia energética y un servicio integral para nuestros socios globales. Nuestro equipo de servicio profesional está formado por expertos de la industria que brindan soporte integral, desde el diseño de moldes y la toma de muestras de prototipos hasta la instalación in situ y la capacitación del personal. Para el mercado latinoamericano, en particular el colombiano, comprendemos la importancia de la rentabilidad sin sacrificar la precisión. Nuestra máquina es un excelente sustituto de las máquinas de moldeo por inyección, estirado y soplado ASB y otras marcas japonesas, ofreciendo un rendimiento comparable con una inversión de capital de aproximadamente 351 TP4T, además de plazos de entrega más rápidos y soporte técnico localizado.
Taller




9. Productos relacionados y componentes del sistema
Además de Molde de soplado por inyección y estiramiento en un solo paso Además de los conjuntos de maquinaria ISBM, ofrecemos una gama más amplia de componentes mecánicos de precisión y productos para sistemas de accionamiento que respaldan la construcción completa de líneas de envasado y su mantenimiento continuo. Nuestra capacidad de suministro integral reduce la complejidad de las compras para los clientes que construyen o modernizan líneas de producción en Colombia y en todo el mercado latinoamericano.
Acoplamientos rígidos y componentes de eje
Los acoplamientos mecánicos de precisión para la conexión de ejes de transmisión en equipos de envasado y transporte requieren los mismos estándares de precisión dimensional que los moldes. Suministramos acoplamientos rígidos y flexibles compatibles con las configuraciones de transmisión habituales en las máquinas ISBM y en las líneas de llenado y etiquetado posteriores. Descubra nuestra gama de acoplamientos rígidos.

Cajas de engranajes y reductores de velocidad
Las cajas de engranajes y los reductores de velocidad de precisión son elementos esenciales para los sistemas de transporte, los accionamientos de mesas giratorias y los equipos de manipulación auxiliares que rodean las líneas de producción de ISBM. Mantenemos una sólida capacidad de suministro de cajas de engranajes de alto rendimiento que complementan nuestra oferta de moldes y maquinaria, brindando soporte a los clientes que necesitan un único proveedor tanto para herramientas como para componentes de accionamiento mecánico. Consulte nuestro catálogo de cajas de cambios
Preguntas frecuentes
Editor: PXY
Productos relacionados
-

Máquina de moldeo por inyección, estirado y soplado EP-BPET-125-V4 | 4 estaciones
-

EP-HGYS150-V4-EV - Máquina de moldeo por inyección, estirado y soplado de un solo paso, cuatro estaciones
-

Máquina de moldeo por inyección, estirado y soplado EP-BPET-70-V4 | 4 estaciones
-

EP-HGYS200-V4 - Máquina de moldeo por inyección, estirado y soplado de cuatro estaciones























