قالب دمشی کششی تزریقی تک مرحلهای EP
آلبوم چندآهنگه (EP) قالب دمشی کششی تزریقی تک مرحلهای یک مجموعه ابزار دقیق است که کل مراحل تولید را در دستگاههای ISBM تک مرحلهای پوشش میدهد - از تزریق پیشفرم تا آمادهسازی دما تا شکلدهی کششی-دمشی و خروج ظرف. این مجموعه قالبها که در پیکربندیهایی از ۱ تا ۱۲ حفره در هر چرخه موجود هستند، از حجم ظروف از ۲۰ میلیلیتر تا ۵۰۰۰ میلیلیتر پشتیبانی میکنند و برای ارائه خدمات به تیراژهای کوچک تخصصی و همچنین عملیات بستهبندی تجاری با حجم بالا و پایدار ساخته شدهاند. هر مجموعه با اجزای منطبق با دقت ماشینکاری میشود تا ثبات ابعادی، ضخامت دیواره یکنواخت و کیفیت قابل تکرار ظرف از اولین تزریق تولید به بعد تضمین شود.
۱. مزایای دستگاه ISBM و قالبهای آن
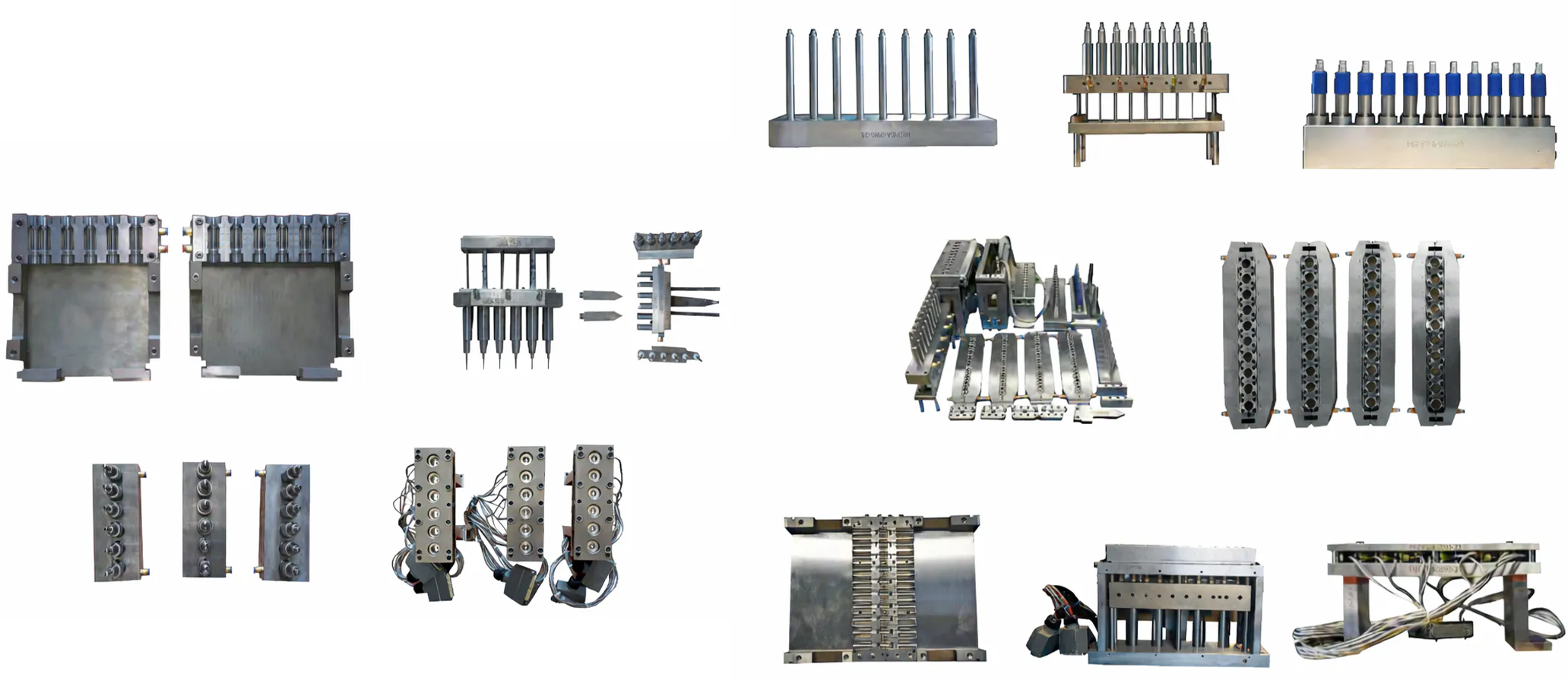
The قالب دمشی کششی تزریقی تک مرحلهای یک ابزار واحد به تنهایی نیست - بلکه یک سیستم قالبگیری کامل و هماهنگ است که شامل قالب پیشفرم تزریقی، مجموعه حفره قالب دمشی، مجموعه میله کششی و در صورت نیاز پلتفرم دستگاه، مجموعه هسته تهویه دما میشود. همه اجزا با هم مهندسی و کالیبره میشوند تا هندسه پیشفرم ایجاد شده در ایستگاه تزریق مستقیماً و به طور قابل پیشبینی به ایستگاه دمشی تغذیه شود. این ادغام، ابزارسازی ISBM تک مرحلهای را تعریف میکند و به همین دلیل است که ابعاد ظرف، دقت پرداخت گردن و یکنواختی ضخامت دیواره به طور مداوم از آنچه سیستمهای بازگرمایش دو مرحلهای معمولاً در محیطهای تولید واقعی به دست میآورند، پیشی میگیرد. کارخانه ما بیش از دو دهه تجربه انباشته در طراحی و تولید ابزار را گرد هم آورده است و مجموعههای قالب را برای مشتریانی که خطوط بستهبندی لوازم آرایشی، دارویی، غذایی و آشامیدنی را در سراسر قارههای مختلف اداره میکنند - از جمله پایگاه رو به رشدی از خریداران صنعتی در کلمبیا و آمریکای لاتین - عرضه کرده است.
سازگاری یک معیار طراحی اولیه در کل محدوده قالبهای قالبگیری دمشی کششی تزریقی است. پیکربندیهای استاندارد برای سری ماشینهای BPET-70V4، BPET-94V3 و BPET-125V4 ما به طور خاص ساخته شدهاند. ما همچنین مجموعه قالبهای جایگزین را از نظر ابعادی سازگار با ... تولید میکنیم. ماشینهای ژاپنی از نوع ASB-12M و AOKI-250 — یک راه حل عملی برای مشتریانی که از تجهیزات قدیمی استفاده میکنند و میخواهند بدون تعویض خود دستگاه، ابزارآلات خود را ارتقا دهند. طراحیهای سفارشی حفره، هندسههای منحصر به فرد با پرداخت گردن و اشکال غیر استاندارد ظروف از طریق بخش مهندسی قالب ما انجام میشود که مجهز به مراکز ماشینکاری CNC و تجهیزات EDM برای کار با فایلهای سهبعدی ارائه شده توسط مشتری یا نمونههای بطری فیزیکی است.
کیفیت در مرحله انتخاب فولاد و عملیات حرارتی، چیزی است که ابزارهای تولیدی طولانی مدت را از ابزارهایی که نیاز به تعمیر زودهنگام دارند، متمایز میکند. محفظههای تزریق از فولاد ابزار از پیش سخت شده P20 یا H13 با سطوح حفره صیقل داده شده تا سطح آینهای ساخته میشوند و وضوح نوری مورد نیاز ظروف آرایشی و دارویی ممتاز را تضمین میکنند. نیمههای قالب بادی از آلیاژ آلومینیوم درجه هوانوردی با آنودایز سخت ساخته شدهاند که به دلیل رسانایی حرارتی، وزن سبک برای تعویض سریع قالب و سختی کافی برای کارکرد با چرخه بالا انتخاب شدهاند. پایههای قالب قبل از ماشینکاری نهایی تنشزدایی میشوند تا تنش باقیماندهای که باعث تغییر ابعادی در طول تولید طولانی میشود، از بین برود. نتیجه، یک برنامه ابزارسازی است که واقعاً در خدمت محصولات قالبگیری بادی کششی تزریقی است که خریداران در بازارهای رقابتی به تولید مداوم و سودآور آن نیاز دارند.
۲. نحوه عملکرد قالب دمشی کششی تزریقی تک مرحلهای
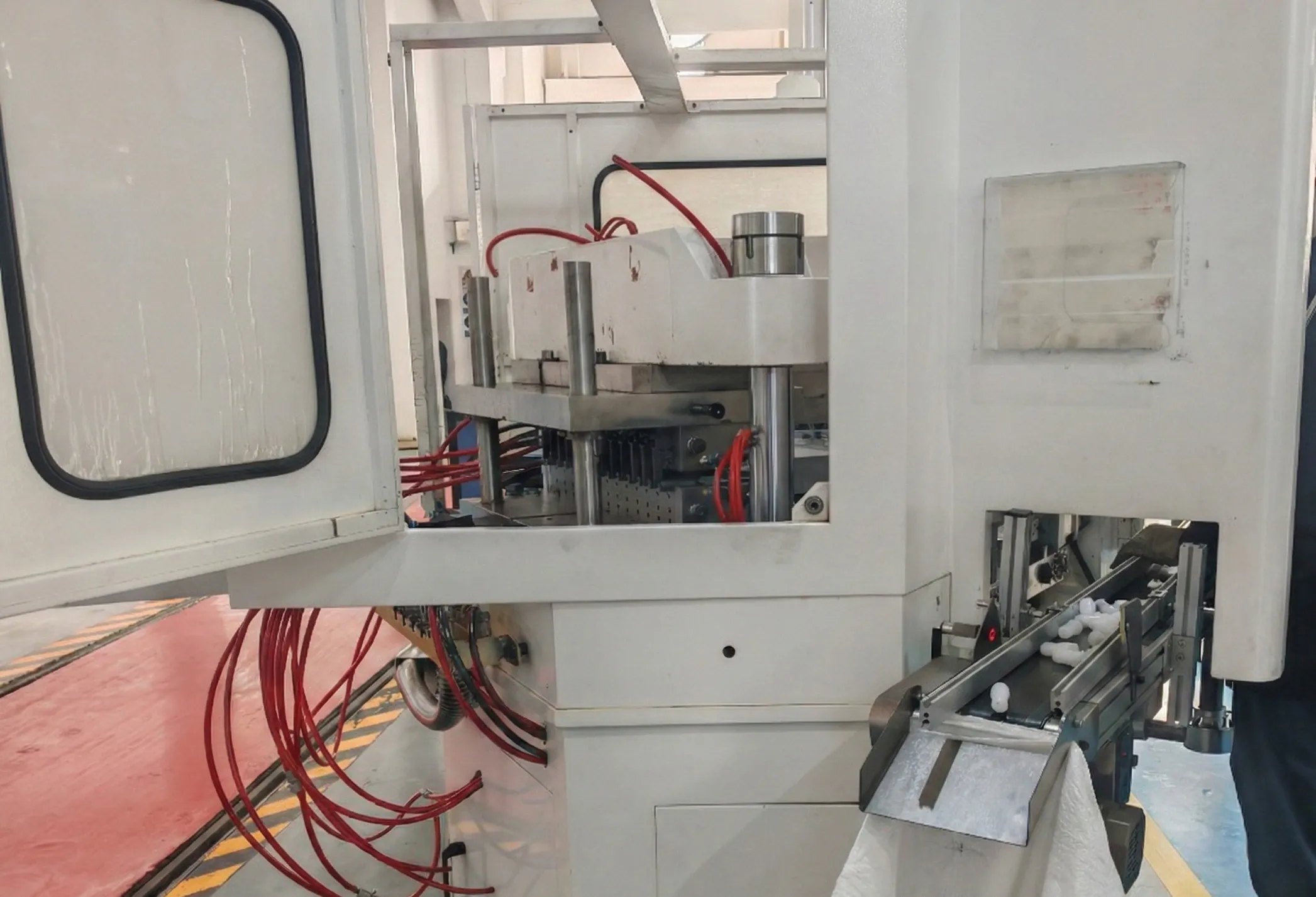
درک چگونگی عملکرد سیستم قالب در کل فرآیند قالبگیری بادی کششی تزریقی این موضوع روشن میکند که چرا دقت ابزار برای نتایج تولید بسیار حیاتی است. در یک دستگاه ۳ ایستگاهی، چرخه به شرح زیر است: در ایستگاه ۱، قالب تزریق در اطراف دروازه راهگاه گرم بسته میشود، رزین مذاب برای تشکیل پیشساز تزریق میشود و سطح گردن از نظر ابعادی در اینجا با تلرانسهایی که معمولاً کمتر از ±۰.۰۵ میلیمتر هستند، تنظیم میشود - هر گام رزوه، سطح آببندی و هندسهی ضد دستکاری در این ایستگاه واحد ایجاد میشود. پیشساز بر روی هستههای گردن به ایستگاه ۲ منتقل میشود که در آنجا دم آن بریده شده یا از نظر حرارتی تنظیم میشود و از آنجا به ایستگاه ۳ میرود که قالب دمشی در اطراف آن بسته میشود. یک میله کششی به صورت محوری پایین میآید و پیشساز را کشیده میکند در حالی که فشار دمشی شعاعی به طور همزمان دیواره را در برابر سطح حفره منبسط میکند تا به شکل ظرف برسد. در دستگاههای ۴ ایستگاهی، ایستگاه تنظیم اضافی بین تزریق و دمشی امکان تعادل دمایی دقیقتری را فراهم میکند، به همین دلیل است که پیکربندیهای ۴ ایستگاهی میتوانند به طور قابل اعتمادی ظروف با دیواره ضخیم یا دهانه گشاد را که طرحبندی ۳ ایستگاهی را به چالش میکشند، کنترل کنند.
عملکرد بطری نهایی - شفافیت، یکنواختی ضخامت دیواره، استحکام بارگذاری بالا و عملکرد بازدارندگی - مستقیماً به طراحی قالب بستگی دارد. زبری سطح حفره، شفافیت نوری را تعیین میکند؛ طرح کانال خنککننده، زمان چرخه و بلورینگی را تعیین میکند؛ پروفیل ضخامت دیواره پیشفرم، نحوه توزیع مواد در طول کشش دو محوره را تعیین میکند. بنابراین، یک قالب بادی کششی تزریقی با مهندسی خوب، نه تنها یک ابزار شکلدهی، بلکه یک جزء فرآیند دقیق است. تیم مهندسی قالب ما، جریان مواد، توزیع کشش و رفتار خنککننده را قبل از شروع برش فولاد مدلسازی میکند - بنابراین قالب فیزیکی همانطور که از اولین نمونه آزمایشی پیشبینی شده است، عمل میکند، نه پس از چندین دور دوبارهکاری پرهزینه.

۳. پنج مزیت کلیدی محصول
هر کدام قالب دمشی کششی تزریقی تک مرحلهای به صورت یک مجموعه تطبیقیافته از نظر ابعادی تأیید شده - قالب تزریق، قالب دمشی، مجموعه میله کششی و هسته تهویه - که برای کار با هم بدون نیاز به لایهبرداری در محل یا تنظیم پس از تحویل، ماشینکاری شدهاند، تحویل داده میشود. این امر، رانش همترازی پیش فرم تا دمش را که شایعترین علت تغییر ضخامت دیواره و پایههای خارج از مرکز در تولید ISBM است، از بین میبرد. برای مشتریانی که در کلمبیا و آمریکای لاتین خطوط بطری با مخلوط بالا را اداره میکنند، دریافت یک مجموعه تطبیقیافته از پیش تأیید شده، زمان تغییر را هنگام تعویض بین SKU های محصول به طور چشمگیری کاهش میدهد.
مجموعه قالبهای ما به عنوان جایگزینی عملی و مقرون به صرفه برای ابزارهای ASB و AOKI بدون نیاز به اصلاح دستگاه عمل میکنند. رابطهای ابعادی - الگوی نصب صفحه، گام هسته گلویی، هندسه خط جدایش حفره دمشی - با مشخصات اصلی دستگاه مطابقت دارند. کارخانههایی که در حال حاضر از تجهیزات ژاپنی استفاده میکنند، به گزینههای قالب جایگزین با قیمت رقابتی و قابلیت تعویض ابعادی یکسان دسترسی پیدا میکنند و امکان تداوم تولید را فراهم میکنند و در عین حال هزینههای تهیه ابزار را در مقایسه با تهیه قطعات OEM از سازندگان اصلی دستگاه به طور قابل توجهی کاهش میدهند.
محفظههای تزریق از فولاد ابزار پیشسختشده H13 یا P20 با سختی ۴۸ تا ۵۲ راکول آرسی ساخته میشوند، سپس برای وضوح نوری عالی تا Ra ≤ 0.05 میکرومتر صیقل داده میشوند. نیمههای قالب دمشی از آلومینیوم هوانوردی ۷۰۷۵ با سطوح آنودایز شده سخت تولید میشوند که راندمان حرارتی را با مقاومت در برابر خراش ترکیب میکنند. حلقههای گردنی ضد زنگ S136 با دقت ±۰.۰۱ میلیمتر بر روی قطر آببندی سنگزنی میشوند. این برنامه مواد و پرداخت تضمین میکند که کیفیت سطح ظرف و قابلیت ابعادی پرداخت گردنی در طول میلیونها چرخه تولید بدون تخریب تدریجی حفره حفظ شود.
از یک قالب نمونه اولیه تک حفرهای گرفته تا یک ابزار تولید ۱۲ حفرهای با خروجی بالا، محدوده قالبهای قالبگیری بادی تزریقی ما متناسب با ظرفیت دستگاه و تقاضای تولید تغییر میکند. طراحی ماژولار حفره قالب به این معنی است که برای برخی از خانوادههای ظروف و پرداختهای گردنی، میتوان پایه قالب یکسان را با حفرههای مختلف در صورت تغییر مشخصات محصول، پیکربندی مجدد کرد - که باعث کاهش سرمایهگذاری ابزار مورد نیاز هنگام بهروزرسانی طراحی ظرف توسط یک برند بستهبندی میشود. پیکربندیهای تک ردیفه و دو ردیفه برای دستگاههایی که از چیدمانهای موازی پریفرم پشتیبانی میکنند، در دسترس هستند.
هر مجموعه قالب برای مواد خاصی که مشتری قصد تولید آنها را دارد طراحی شده است - PET، PETG، PETE، PP با شفافیت بالا، PCTG، SAN، PC، PMMA، PS یا TRITAN (بدون BPA). هندسه ورودی، تعادل راهگاه، تهویه حفره و طرح خنککننده، همگی در مرحله طراحی برای نوع رزین مورد نظر بهینه شدهاند. این انعطافپذیری به این معنی است که یک برنامه قالب واحد میتواند نیازها را از بطریهای آب PET استاندارد گرفته تا ظروف دارویی PC با درجه پزشکی و بطریهای محصولات کودک بدون BPA، همه در یک پلتفرم فناوری تولید و بدون اختلال در فرآیند، برآورده کند.
۴. مواد قالب و استانداردهای ساخت
طول عمر و کیفیت خروجی هر قالب قالبگیری دمشی کششی تزریقی ابتدا در مرحله انتخاب مواد تعیین میشود. فولاد نامرغوب، عملیات حرارتی ناکافی یا تلرانسهای ماشینکاری غیردقیق باعث سایش زودرس حفره، ایجاد پلیسه در خط جدایش و ابعاد نامنظم پیشفرم، مدتها قبل از رسیدن قالب به عمر مفید مورد نظر خود میشوند. استانداردهای ساخت قالب ما به هر پارامتر حیاتی مواد و فرآیند در زنجیره تأمین ابزار، از تهیه فولاد خام تا بازرسی ابعادی نهایی قبل از ارسال، رسیدگی میکند.
محفظههای تزریق از فولاد ابزار گرمکار H13 (معادل DIN 1.2344) یا فولاد پیشسختشده P20 (DIN 1.2311) بسته به حجم تولید و نوع رزین ساخته میشوند. H13 برای تیراژهای بالا و رزینهای مهندسی مانند PC و PPSU که فشار تزریق بالا و دمای قالب بالایی را تحمیل میکنند، انتخاب میشود. P20 برای کاربردهای PET و PETG آرایشی در فشارهای متوسط مناسب است. هر دو فولاد تحت عملیات حرارتی در خلاء و دو بار تمپر شدن قرار میگیرند تا سختی یکنواختی ایجاد شود. نیمههای قالب دمشی از جنس آلومینیوم هوانوردی 7075-T6 رسانایی حرارتی تقریباً پنج برابر بیشتر از فولاد دارند که مستقیماً به زمان خنکسازی کوتاهتر در هر چرخه و کنترل بلورینگی بهبود یافته در دیواره ظرف منجر میشود. حلقههای گردن و پینهای مغزی که هندسه رزوه و آببندی را تعریف میکنند، از فولاد ضد زنگ S136 سختکاری شده (مشابه AISI 420 اصلاحشده) برای مقاومت در برابر خوردگی در برابر رطوبت و گازهای تجزیه پلیمر تولید میشوند. میلههای کششی از میلههای فولادی ضد زنگ کاملاً سخت شده تا تلرانس ابعادی ±0.01 میلیمتر با زبری سطح Ra ≤ 0.2 میکرومتر سنگزنی میشوند تا اصطکاک در حین نفوذ محوری پیش فرم به حداقل برسد.
| کامپوننت قالب | مواد | سختی | پرداخت سطح | نکات کلیدی |
|---|---|---|---|---|
| درج حفره تزریقی | فولاد ابزار H13 / P20 | ۴۸–۵۲ HRC (H13) / ۲۸–۳۴ HRC (P20) | پولیش آینهای Ra ≤ 0.05 میکرومتر | عملیات حرارتی شده در خلاء، دو مرحلهای |
| حفره قالب بادی | آلیاژ آلومینیوم 7075-T6 | اچبی ۱۵۰–۱۷۵ | آندایزینگ سخت ۲۵ تا ۳۰ میکرومتر | رسانایی حرارتی بالا، چرخه خنک سازی سریع |
| حلقه گردن / هسته رزوه | فولاد ضد زنگ S136 | ۵۰–۵۲ اچ آر سی | جلای براق | مقاوم در برابر خوردگی، قطر آببندی ±0.01 میلیمتر |
| میله کششی | فولاد ضد زنگ سخت شده | ۵۲–۵۵ اچ آر سی | زمین Ra ≤ 0.2 میکرومتر | تلرانس ابعادی ±0.01 میلیمتر |
| پایه قالب / قاب | فولاد 45# (تنش زدایی شده) | HRC 28–34 | صفحه اکسید سیاه / نیکل | پس از عملیات حرارتی تنشزدایی، با دستگاه CNC ماشینکاری شده است |
| هسته تهویه مطبوع | مس بریلیم / H13 | HRC ۳۶–۴۰ | جلا داده شده | رسانایی حرارتی بالا برای تنظیم یکنواخت دما |
۵. مشخصات مدل ماشین و تعداد حفرههای قالب
جداول زیر حداکثر ابعاد قابل دستیابی ظرف را در هر تعداد حفره برای سه مدل اصلی دستگاه فهرست میکنند. این ارقام نشاندهندهی محدودهی طراحی هستند که در آن میتوان پروفیلهای ظرف سفارشی را توسعه داد. ابعاد واقعی برای یک بطری خاص به نسبت کشش، جنس و ضخامت دیوارهی هدف بستگی دارد. مهندسان قالب ما قبل از شروع به ساخت ابزار، هر طرح سفارشی را در برابر این محدودیتها بررسی میکنند و قبل از برش هرگونه فولاد، اطمینان حاصل میکنند که مشخصات ظرف بر روی پلتفرم دستگاه تعیینشده قابل دستیابی است.
EP-BPET-70V4 — ابعاد حفره قالب
| پارامتر | واحد | ۱ حفره | ۲ حفره | ۳ حفره | ۴ حفره | ۵ حفره | ۶ حفره |
|---|---|---|---|---|---|---|---|
| حداکثر گردن خارجی | میلیمتر | 80 | 60 | 45 | 34 | 30 | 20 |
| حداکثر قطر بدنه | میلیمتر | 116 | 99 | 75 | 66 | 50 | 44 |
| حداکثر ارتفاع | میلیمتر | 300 | 300 | 300 | 200 | 200 | 200 |
| حداکثر حجم | میلیلیتر | 2,500 | 2,300 | 1,000 | 500 | 300 | 150 |
EP-BPET-125V4 — ابعاد حفره قالب
| پارامتر | واحد | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| حداکثر گردن خارجی (میلیمتر) | میلیمتر | 148 | 120 | 99 | 94 | 73 | 57 | 42 | 36 | 34 | 26 | 23 | 18 |
| حداکثر قطر بدنه (میلیمتر) | میلیمتر | 204 | 152 | 130 | 120 | 98 | 78 | 66 | 54 | 53 | 44 | 40 | 37 |
| حداکثر ارتفاع (میلیمتر) | میلیمتر | 300 | 300 | 300 | 300 | 300 | 250 | 250 | 250 | 250 | 250 | 250 | 250 |
| حداکثر حجم (میلیلیتر) | میلیلیتر | 5,000 | 3,000 | 2,000 | 1,000 | 800 | 600 | 450 | 400 | 300 | 250 | 200 | 100 |
دستگاه قالب گیری بادی کششی تزریقی EP-BPET-125-V4 | 4 ایستگاه
EP-BPET-94V3 — ابعاد حفره قالب
| پارامتر | واحد | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|---|
| حداکثر گردن خارجی (میلیمتر) | میلیمتر | 110 | 109 | 89 | 70 | 42 | 34 | 30 | 24 |
| حداکثر قطر بدنه (میلیمتر) | میلیمتر | 149 | 130 | 130 | 100 | 80 | 66 | 54 | 48 |
| حداکثر ارتفاع (میلیمتر) | میلیمتر | 300 | 300 | 300 | 300 | 250 | 250 | 200 | 200 |
| حداکثر حجم (میلیلیتر) | میلیلیتر | 4,500 | 2,500 | 2,500 | 1,500 | 800 | 500 | 300 | 200 |
دستگاه قالب گیری بادی تزریقی کششی EP-BPET-94-V3 | 3 ایستگاه

۶. سناریوهای کاربردی
تطبیق پذیری قالب دمشی کششی تزریقی تک مرحلهای این ابزار را به ابزار انتخابی در طیف گستردهای از بخشهای بستهبندی تبدیل میکند. حوزههای کاربردی زیر، کاربردهای تجاری اصلی این مجموعه قالبها را در محیطهای تولیدی فعال در کلمبیا، آمریکای لاتین و سطح بینالمللی نشان میدهند.
بسته بندی لوازم آرایشی و بهداشتی و مراقبت شخصی
بطریهای سرم مرغوب، ظروف لوسیون، ظروف شامپو و بستهبندی کرم پودر به بالاترین وضوح نوری و دقیقترین دقت در پرداخت گردن نیاز دارند که فرآیند قالبگیری بادی کششی تزریقی میتواند ارائه دهد. حفرههای تزریق H13 با جلای آینهای و هستههای گردن S136 در مجموعه قالبهای ما، کیفیت بصری و تکرارپذیری ابعادی مورد نیاز مشخصات برند را ارائه میدهند. فرمولاسیونهای PETG و PCTG که عمق رنگ و مقاومت در برابر ضربه را افزایش میدهند، کاملاً با طراحی گیت و خنککننده مخصوص مواد پشتیبانی میشوند.
بسته بندی دارویی و پزشکی
بطریهای قطره چشمی، ظروف شربت، شیشههای قرص و بطریهای تزریق نیاز به تولید بدون آلودگی و کنترل دقیق ابعادی در انتهای گردن دارند تا از نشتی درب جلوگیری شود. فرآیند تک مرحلهای و آببندی شده تک ماشینه، جابجایی پیشفرم میانی، که خطر آلودگی اصلی در سیستمهای دو مرحلهای است را از بین میبرد. مواد PC و PPSU برای ظروف پزشکی قابل استفاده مجدد با فولاد حفرهای مشخص، طراحی دروازه و مستندات دمای پردازش مناسب برای ارسال به مقررات دارویی مطابقت دارند.
ظروف غذا و نوشیدنی
بطریهای آب PET، ظروف آبمیوه، بطریهای چاشنی و شیشههای دهانه گشاد مخصوص مواد غذایی از جمله کاربردهای پرحجم برای ابزار ISBM تک مرحلهای هستند. طراحی قالب ما جهتگیری مولکولی دومحوری لازم برای استحکام بارگذاری بالا و عملکرد ممانعتکنندگی کافی در PET مخصوص مواد غذایی را محقق میکند. پیکربندیهای شیشه دهانه گشاد تا قطر بدنه 204 میلیمتر در پلتفرم BPET-125V4 با تعداد حفره تنظیمشده موجود است و امکان تولید ظروف غذایی را فراهم میکند که در دستگاههای با فرمت کوچکتر قابل دستیابی نیست.
بطریهای محصولات کودک و نوزاد
شیشه شیرها و لیوانهای نیدار کودک به مواد بدون BPA - TRITAN، PPSU یا PC مخصوص غذا - همراه با ابعاد بسیار دقیق برای پرداخت گردن نیاز دارند تا سازگاری با دربهای استاندارد سر شیشه شیر تضمین شود. قالبهای محصولات کودک ما با توجه ویژه به حداقل رساندن آثار خوردگی طراحی شدهاند: فضای داخلی ظرف باید صاف، قابل تمیز کردن و عاری از هرگونه مواد زائدی باشد که میتوانند محل تجمع باکتری باشند. مستندات مربوط به انطباق با استاندارد BPA و صدور گواهینامه ایمنی مواد غذایی به همراه هر مجموعه قالب محصولات کودک ارائه میشود.
ظروف مواد شیمیایی خانگی و صنعتی
فرمولاسیونهای PETG و PP برای محصولات پاککننده خانگی، مایعات خودرو و مواد شیمیایی کشاورزی، الزامات سختی را در مورد مقاومت شیمیایی و دقت نواحی آببندی گردن که در آن درپوشهای مقاوم در برابر کودک قرار میگیرند، اعمال میکنند. مجموعه قالبهای بهینهشده برای PP ما شامل پروفیلهای دمایی راهگاه گرم تنظیمشده و تهویه حفرهای هستند تا ویژگیهای جریان پلیپروپیلن نیمه بلوری را مدیریت کنند - مادهای که در فرآیند یک مرحلهای ISBM رفتار بسیار متفاوتی نسبت به PET دارد و به جای تطبیق با ابزار استاندارد PET، به مهندسی ابزار اختصاصی نیاز دارد.
قطعات صنایع دستی، شکل خاص و LED
فرآیند تک مرحلهای ISBM به طور منحصر به فردی امکان تولید مداوم ظروف غیر متقارن چرخشی - بطریهای مربعی، مقاطع بیضی، پروفیلهای مثلثی و اشکال برجسته سفارشی - را فراهم میکند که به دلیل پیچیدگی ترازبندی پیش فرم تا دمش، دستیابی به آنها در سیستمهای دو مرحلهای به طور قابل اعتماد دشوار است. قطعات آباژور LED و ظروف تزئینی صنایع دستی تولید شده از PS یا PMMA از جمله کاربردهای تخصصی هستند که توسط ابزار قالبگیری دمشی کششی تزریقی با پروفیل سفارشی ما ارائه میشوند، جایی که تیم مهندسی قالب از فایلهای هندسی یا نمونههای فیزیکی ارائه شده توسط مشتری کار میکند.
۷. استانداردهای نظارتی و صنعتی برای بستهبندی پلاستیکی ISBM
خریداران ابزار قالبگیری بادی تزریقی و ظروف پلاستیکی تولید شده با آن، در یک محیط نظارتی پیچیده فعالیت میکنند که شامل ایمنی در تماس با مواد غذایی، انطباق با بستهبندی دارویی، سیاستهای زیستمحیطی و ایمنی صنعتی میشود. نمای کلی زیر، استانداردهای کلیدی قابل اجرا در بازارهای اصلی مرتبط با مشتریان ما را پوشش میدهد، با توجه ویژه به کلمبیا و منطقه آمریکای لاتین که در آن آگاهی از مقررات به طور فزایندهای برای تأمینکنندگان بستهبندی و صاحبان برند اهمیت دارد.
| صلاحیت قضایی | استاندارد / مقررات | ارتباط با بستهبندی ISBM |
|---|---|---|
| کلمبیا | INVIMA Resolución 683/2012 (تماس با مواد غذایی NTC) | پلاستیکهای در تماس با غذا را تنظیم میکند؛ ظروف PET، PETG، PP نیاز به اظهارنامه مواد و آزمایش مهاجرت تحت استانداردهای ICONTEC NTC دارند. |
| کلمبیا | زباله های پلاستیکی Ley 1672 de 2013 / Ley 1466 de 2011 | بستهبندی تکمادهای قابل بازیافت را ترویج میدهد؛ ظروف PET تولید شده توسط ISBM کاملاً قابل بازیافت هستند و از انطباق با الزامات مسئولیت گسترده تولیدکننده پشتیبانی میکنند. |
| کلمبیا | دسامبر ۱۵۹۶، ۲۰۱۵ / RETIE | الزامات ایمنی الکتریکی و حفاظت از ماشینآلات برای ماشینآلات ISBM و تجهیزات جانبی فعال در تأسیسات کلمبیا اعمال میشود. |
| اتحادیه اروپا | آییننامه (EC) شماره 1935/2004 – مواد در تماس با مواد غذایی | بر تمام مواد در تماس با غذا حاکم است؛ مستندسازی تأمینکننده و قابلیت ردیابی را برای تمام اجزای پلاستیکی از جمله ظروف PET ISBM برای استفاده در غذا یا نوشیدنی الزامی میکند. |
| اتحادیه اروپا | مقررات اتحادیه اروپا 10/2011 - مواد پلاستیکی در تماس با مواد غذایی | محدودیتهای مهاجرت خاص برای افزودنیهای پلاستیکی؛ محدودیت کلی مهاجرت ≤ 10 میلیگرم بر دسیمتر مربع برای رزینهای PET و PP مورد استفاده در ISBM اعمال میشود؛ تأمینکنندگان قالب باید اطمینان حاصل کنند که مواد حفره، آلودگی ایجاد نمیکنند. |
| ایالات متحده آمریکا | بخش ۱۷۷ از مقررات FDA 21 CFR – افزودنیهای غذایی غیرمستقیم: پلیمرها | استانداردهای رزینها در بستهبندی مواد غذایی شامل PET (177.1630) و PP (177.1520)؛ مربوط به زمانی که ظروف ISBM به بازار ایالات متحده صادر میشوند یا در آنجا استفاده میشوند. |
| برزیل | ANVISA RDC 327/2019 – بستهبندی پلاستیکی | مرجع نظارتی بهداشت برزیل، تأیید پلاستیکهای در تماس با مواد غذایی را الزامی کرد؛ ظروف ISBM که به برزیل صادر میشوند باید از رزینهای فهرست شده در ANVISA با اسناد انطباق استفاده کنند. |
| داروسازی جهانی | بستهبندی دارویی پلاستیکی ICH Q8 / USP | آزمایش مواد قابل استخراج و قابل نشت برای ظروف دارویی را تعریف میکند؛ ابزار قالبگیری دارویی ISBM، اثر دروازه و زبری سطح داخلی را به حداقل میرساند تا خطر استخراج را کاهش دهد. |
| بینالمللی | ISO 9001:2015 – سیستم مدیریت کیفیت | به طور فزایندهای از تامینکنندگان قالب به عنوان یک پیشنیاز صلاحیت توسط تولیدکنندگان کالاهای بستهبندیشده چندملیتی درخواست میشود |
| بینالمللی | ISO 15750 / ISO 22000 (مدیریت ایمنی مواد غذایی) | استانداردهای سیستم مدیریت ایمنی مواد غذایی؛ مستندات کیفیت ابزار قالب، ممیزیهای گواهینامه ISO 22000 مشتری را در کارخانههای بستهبندی مواد غذایی و آشامیدنی پشتیبانی میکند. |
۸. درباره ما
ما یک زنجیره تأمین قوی ایجاد کردهایم که پایداری دستگاه، بهرهوری انرژی و خدمات جامع و یکپارچه را برای شرکای جهانی ما تضمین میکند. تیم خدمات حرفهای ما متشکل از پیشکسوتان صنعت است که پشتیبانی کامل را از طراحی قالب و نمونهبرداری نمونه اولیه گرفته تا نصب در محل و آموزش کارکنان ارائه میدهند. برای بازار آمریکای لاتین، به ویژه کلمبیا، ما اهمیت مقرون به صرفه بودن را بدون به خطر انداختن دقت درک میکنیم. دستگاه ما جایگزین بسیار خوبی برای دستگاههای قالبگیری بادی کششی تزریقی ASB و سایر برندهای ژاپنی است و عملکرد قابل مقایسهای را با تقریباً 35% هزینه سرمایهای، همراه با زمان تحویل سریعتر و پشتیبانی فنی محلی ارائه میدهد.
کارگاه




۹. محصولات و اجزای سیستم مرتبط
علاوه بر این قالب دمشی کششی تزریقی تک مرحلهای با مجموعهها و ماشینهای ISBM، ما طیف وسیعتری از قطعات مکانیکی دقیق و محصولات سیستم محرکه را ارائه میدهیم که از ساخت کامل خط بستهبندی و نگهداری مداوم پشتیبانی میکنند. قابلیت تأمین یکپارچه ما، پیچیدگی تدارکات را برای مشتریانی که در حال ساخت یا ارتقاء خطوط تولید در سراسر کلمبیا و بازار گستردهتر آمریکای لاتین هستند، کاهش میدهد.
کوپلینگهای صلب و اجزای شفت
کوپلینگهای مکانیکی دقیق برای اتصال شفتهای محرک در تجهیزات بستهبندی و نوار نقاله به همان استانداردهای دقت ابعادی ابزار قالبسازی نیاز دارند. ما محصولات کوپلینگ صلب و انعطافپذیری را ارائه میدهیم که با پیکربندیهای محرک رایج در ماشینهای ISBM و خطوط پرکن و برچسبگذاری پاییندستی سازگار هستند. طیف کوپلینگهای صلب ما را بررسی کنید

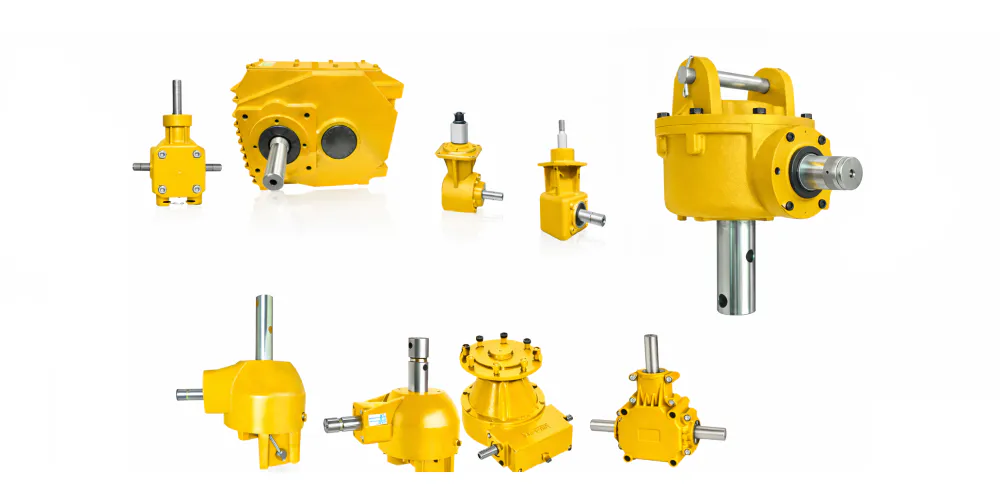
گیربکسها و کاهندههای سرعت
گیربکسهای محرک و کاهندههای سرعت دقیق، اجزای جداییناپذیر سیستمهای نقاله، درایوهای میز دوار و تجهیزات جابجایی کمکی پیرامون خطوط تولید ISBM هستند. ما توانایی تأمین محصولات گیربکس با کارایی بالا را که مکمل محصولات قالب و ماشین ما هستند، حفظ میکنیم و از مشتریانی که به یک منبع واحد برای ابزارآلات و اجزای محرک مکانیکی نیاز دارند، پشتیبانی میکنیم. کاتالوگ گیربکس ما را مشاهده کنید
سوالات متداول
تدوینگر: PXY