

EP Одноэтапная литьевая форма для выдувания и растяжения
EP Одноэтапная литьевая форма для выдувания и растяжения под давлением Это прецизионный набор оснастки, охватывающий всю производственную последовательность на одноступенчатых машинах ISBM — от впрыска преформы и температурной обработки до формования методом выдувного растяжения и извлечения контейнера. Доступные в конфигурациях от 1 до 12 полостей за цикл, эти наборы пресс-форм поддерживают объемы контейнеров от 20 мл до 5000 мл и предназначены как для небольших специализированных партий, так и для длительных крупномасштабных операций по коммерческой упаковке. Каждый набор изготовлен с высокой точностью из согласованных компонентов, что гарантирует точность размеров, равномерную толщину стенок и воспроизводимое качество контейнеров с первой партии и далее.
1. Преимущества нашей машины ISBM и ее пресс-форм.
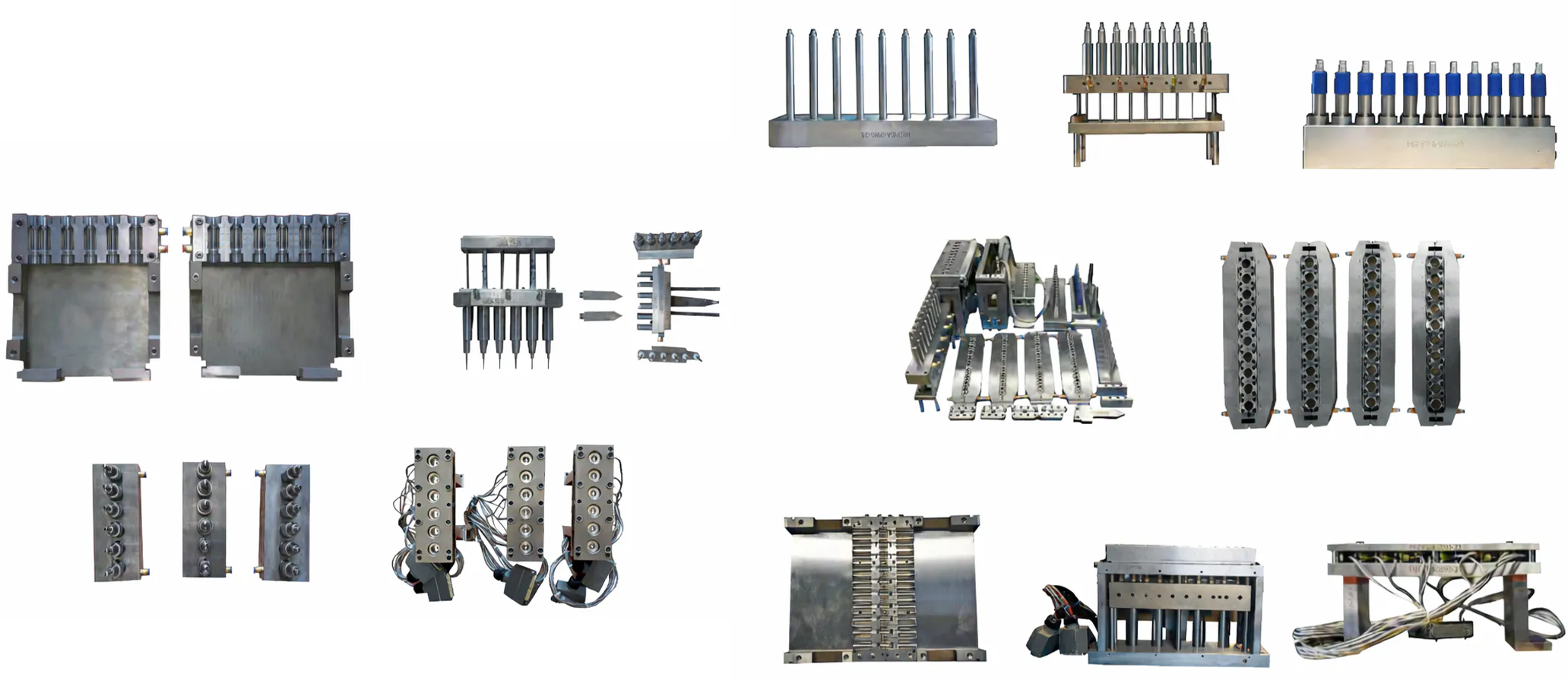
Он Одноэтапная литьевая форма для выдувания и растяжения под давлением Это не отдельный инструмент в отрыве от остального оборудования — это комплексная, согласованная система пресс-форм, включающая в себя пресс-форму для литья под давлением, комплект полостей для выдувной формовки, узел растягивающего стержня и, где это требуется технологической платформой, комплект сердечника для температурной обработки. Все компоненты спроектированы и откалиброваны вместе, так что геометрия заготовки, созданная на станции литья под давлением, подается непосредственно и предсказуемо на станцию выдувки. Эта интеграция определяет одноэтапную оснастку для литья под давлением и объясняет, почему размеры контейнеров, точность обработки горловины и равномерность толщины стенок неизменно превосходят показатели двухступенчатых систем повторного нагрева, обычно достигаемые в реальных производственных условиях. Наш завод объединяет более чем двадцатилетний опыт проектирования и производства пресс-форм, поставляя комплекты пресс-форм клиентам, работающим на линиях упаковки косметики, фармацевтических препаратов, продуктов питания и напитков на разных континентах, включая расширяющуюся базу промышленных покупателей в Колумбии и Латинской Америке.
Совместимость является основным критерием проектирования для всего ассортимента пресс-форм для литья под давлением с растяжением и выдувом. Стандартные конфигурации специально разработаны для наших серий машин BPET-70V4, BPET-94V3 и BPET-125V4. Мы также производим комплекты сменных пресс-форм, совместимых по размерам с нашими машинами. Японские машины типа ASB-12M и AOKI-250 — Практичное решение для клиентов, использующих устаревшее оборудование и желающих модернизировать оснастку без замены самого станка. Разработка нестандартных конструкций полостей, уникальных геометрических форм горловины и нестандартных форм контейнеров осуществляется нашим отделом проектирования пресс-форм, который оснащен обрабатывающими центрами с ЧПУ и электроэрозионным оборудованием для работы с предоставленными заказчиком 3D-файлами или физическими образцами бутылок.
Качество на этапе выбора стали и термообработки – вот что отличает долговечную производственную оснастку от оснастки, требующей преждевременного ремонта. Вставки для литьевых полостей изготавливаются из предварительно закаленной инструментальной стали P20 или H13, а поверхности полостей полируются до зеркального блеска, обеспечивая оптическую прозрачность, необходимую для высококачественной косметической и фармацевтической упаковки. Половинки выдувных форм изготавливаются из авиационного алюминиевого сплава с твердым анодированием, выбранного за его теплопроводность, малый вес для быстрой смены форм и достаточную твердость для высокоцикловой работы. Основания форм подвергаются снятию напряжений перед окончательной механической обработкой для устранения остаточных напряжений, которые могли бы вызвать изменение размеров при длительном производстве. В результате получается программа оснастки, которая действительно отвечает потребностям покупателей на конкурентных рынках в стабильном и прибыльном производстве продукции, изготавливаемой методом литья под давлением с растяжением и выдувом.
2. Принцип работы одноэтапной литьевой формы для выдувного формования с растяжением
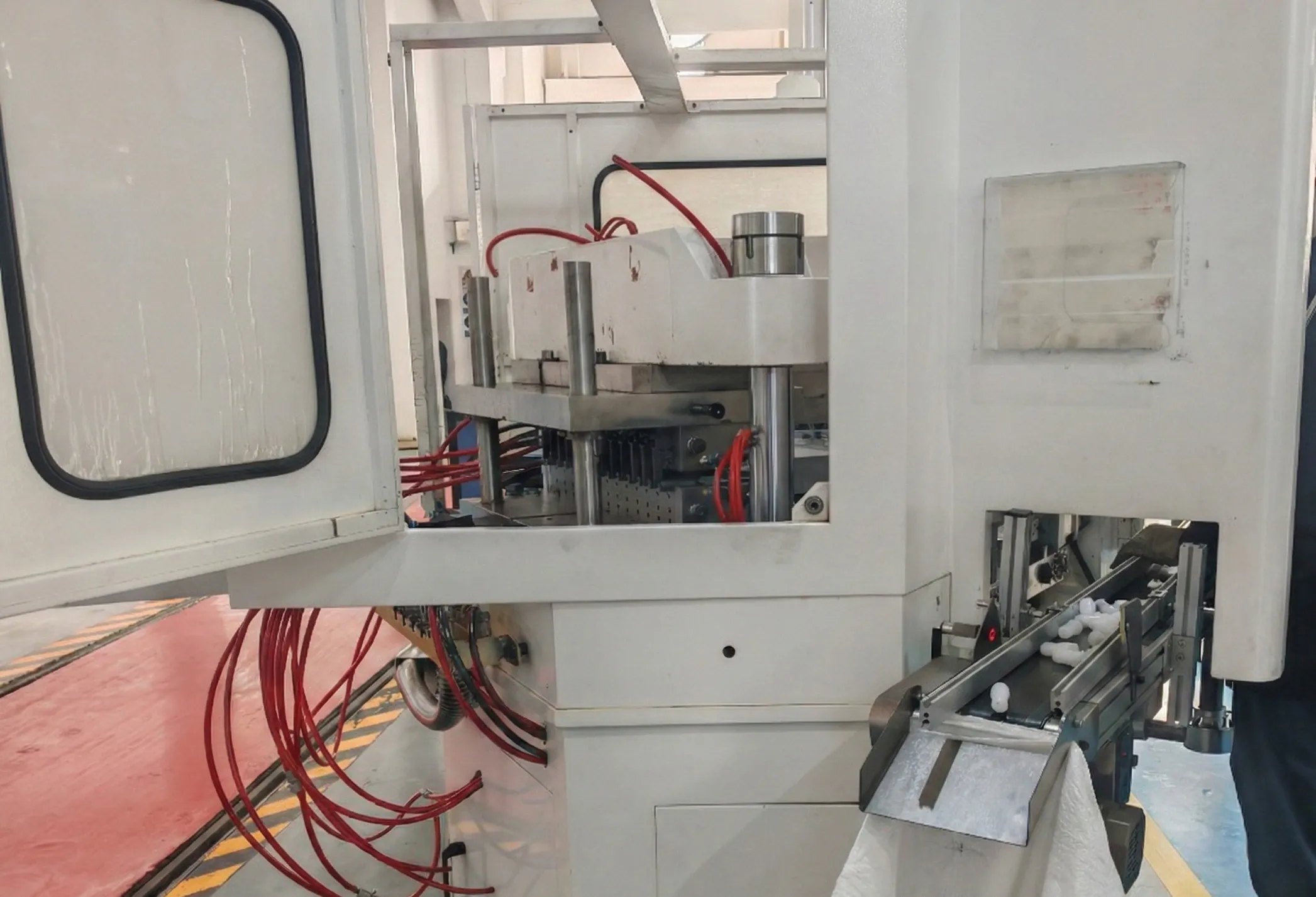
Понимание того, как функционирует система литья в рамках всей системы. процесс литья под давлением с растяжением и выдувным формованием В нем разъясняется, почему точность оснастки так важна для результатов производства. На трехпозиционном станке цикл выполняется следующим образом: на станции 1 литьевая форма закрывается вокруг литникового канала, расплавленная смола впрыскивается для формирования заготовки, и здесь производится точная установка размеров горловины с допусками, как правило, более жесткими, чем ±0,05 мм — каждый шаг резьбы, уплотнительная поверхность и геометрия, предотвращающая несанкционированное вскрытие, устанавливаются на этой единственной станции. Заготовка перемещается на сердечниках горловины на станцию 2, где она обрезается или подвергается термической обработке, а оттуда на станцию 3, где вокруг нее закрывается выдувная форма. Растягивающий стержень опускается аксиально, удлиняя заготовку, в то время как радиальное давление выдува одновременно расширяет стенку относительно поверхности полости для получения формы контейнера. На четырехпозиционных станках дополнительная станция обработки между впрыском и выдувом позволяет более точно выравнивать температуру, поэтому четырехпозиционные конфигурации могут надежно обрабатывать толстостенные или широкогорлые контейнеры, что было бы проблематично для трехпозиционной компоновки.
Характеристики готовой бутылки — прозрачность, равномерность толщины стенок, прочность на верхнюю нагрузку и барьерные свойства — напрямую зависят от конструкции пресс-формы. Шероховатость поверхности полости определяет оптическую прозрачность; расположение каналов охлаждения определяет время цикла и кристалличность; профиль толщины стенки заготовки определяет распределение материала во время двухосного растяжения. Таким образом, хорошо спроектированная литьевая выдувная пресс-форма — это не просто инструмент для придания формы, а прецизионный компонент технологического процесса. Наша команда инженеров-конструкторов моделирует поток материала, распределение растяжения и поведение при охлаждении до начала резки стали — поэтому физическая форма работает так, как прогнозировалось после первого пробного литья, а не после нескольких раундов дорогостоящей доработки.

3. Пять ключевых преимуществ продукта
Каждый Одноэтапная литьевая форма для выдувания и растяжения под давлением Поставляется в виде комплекта, прошедшего проверку размеров, — пресс-форма для литья под давлением, выдувная пресс-форма, узел растягивающего стержня и сердечник для подготовки — изготовленного таким образом, чтобы работать вместе без подгонки на месте или регулировки после поставки. Это исключает смещение выравнивания заготовки относительно выдувной пресс-формы, которое является наиболее распространенной причиной изменения толщины стенок и смещения оснований в производстве ISBM. Для клиентов в Колумбии и Латинской Америке, работающих на линиях по производству бутылок с широким ассортиментом продукции, получение предварительно проверенного комплекта значительно сокращает время переналадки при переключении между различными артикулами продукции.
Наши комплекты пресс-форм служат практичной и экономически эффективной заменой оснастки ASB и AOKI, не требуя модификации оборудования. Габаритные параметры — схема крепления плиты, шаг сердечника шейки, геометрия линии разъема полости для выдувного формования — соответствуют оригинальным спецификациям оборудования. Заводы, уже использующие японское оборудование, получают доступ к конкурентоспособным по цене вариантам замены пресс-форм с той же взаимозаменяемостью размеров, что обеспечивает непрерывность производства и значительно снижает затраты на закупку оснастки по сравнению с закупкой оригинальных деталей у производителей оборудования.
Вставки для инжекционных полостей изготавливаются из предварительно закаленной инструментальной стали H13 или P20 с твердостью 48–52 HRC, а затем полируются до Ra ≤ 0,05 мкм для обеспечения превосходной оптической прозрачности. Половинки выдувных форм изготавливаются из авиационного алюминия 7075 с твердоанодированным покрытием, сочетающим в себе тепловую эффективность и устойчивость к царапинам. Кольца горловины из нержавеющей стали S136 прецизионно шлифуются с точностью до ±0,01 мм по диаметру уплотнения. Эта программа материалов и отделки гарантирует сохранение качества поверхности контейнера и точности размеров горловины на протяжении миллионов производственных циклов без прогрессирующего ухудшения качества полости.
От одногнездной прототипной пресс-формы до 12-гнездной высокопроизводительной производственной формы — наш ассортимент пресс-форм для литья под давлением и выдувного формования масштабируется в соответствии с производительностью оборудования и производственными потребностями. Модульная конструкция вставок в гнезда позволяет для определенных типов горловины и семейств контейнеров переконфигурировать одно и то же основание пресс-формы с различными вставками в гнезда при изменении технических характеристик продукта, что снижает инвестиции в оснастку, необходимые при обновлении дизайна контейнера производителем упаковки. Доступны однорядные и двухрядные конфигурации для машин, поддерживающих параллельное выравнивание заготовок.
Каждый комплект пресс-форм разрабатывается для конкретного материала, который планирует использовать заказчик — ПЭТ, ПЭТГ, ПЭТЭ, высокопрозрачный ПП, ПКТГ, САН, ПК, ПММА, ПС или ТРИТАН (без БФА). Геометрия литниковых каналов, баланс литниковой системы, вентиляция полости и схема охлаждения оптимизируются на этапе проектирования для выбранного типа смолы. Такая гибкость означает, что одна программа изготовления пресс-форм может удовлетворить потребности от стандартных ПЭТ-бутылок для воды до фармацевтических контейнеров из медицинского поликарбоната и детских бутылочек без БФА, и все это в рамках одной технологической платформы без ущерба для процесса.
4. Материалы для пресс-форм и стандарты изготовления.
Долговечность и качество любой пресс-формы для литья под давлением с растяжением и выдувом определяются в первую очередь на этапе выбора материала. Некачественная сталь, недостаточная термообработка или неточные допуски при механической обработке приводят к преждевременному износу полости, образованию заусенцев на линии разъема и непостоянству размеров заготовки задолго до того, как пресс-форма достигнет предполагаемого срока службы. Наши стандарты изготовления пресс-форм учитывают каждый критически важный параметр материала и процесса в цепочке поставок оснастки, от закупки сырья до окончательной проверки размеров перед отправкой.
Вставки для литьевых полостей изготавливаются из инструментальной стали H13 (эквивалент DIN 1.2344) или предварительно закаленной стали P20 (DIN 1.2311) в зависимости от объема производства и типа смолы. Сталь H13 выбирается для крупносерийного производства и конструкционных смол, таких как ПК и ППСУ, которые требуют высокого давления впрыска и повышенных температур пресс-формы; сталь P20 подходит для косметических применений ПЭТ и ПЭТГ при умеренном давлении. Обе стали проходят вакуумную термообработку и двойной отпуск для обеспечения равномерной твердости. Половинки выдувных форм из авиационного алюминия 7075-T6 обладают теплопроводностью примерно в пять раз большей, чем у стали, что напрямую приводит к сокращению времени охлаждения за цикл и улучшению контроля кристалличности стенки контейнера. Горловины и штифты, определяющие геометрию резьбы и уплотнения, изготавливаются из закаленной нержавеющей стали S136 (аналогичной модифицированной AISI 420) для защиты от коррозии под воздействием влаги и газов, образующихся при разложении полимеров. Стержни для растяжения изготавливаются методом шлифовки из закаленной нержавеющей стали с допуском по размерам ±0,01 мм и шероховатостью поверхности Ra ≤ 0,2 мкм для минимизации трения при осевом проникновении заготовки.
| Компонент пресс-формы | Материал | Твердость | Отделка поверхности | Основные положения |
|---|---|---|---|---|
| Вставка в инъекционную полость | Инструментальная сталь H13 / P20 | 48–52 HRC (H13) / 28–34 HRC (P20) | Зеркальная полировка Ra ≤ 0,05 мкм | Вакуумная термообработка, двойная закалка |
| Полость выдувной формы | Алюминиевый сплав 7075-Т6 | HB 150–175 | Твердое анодирование 25–30 мкм | Высокая теплопроводность, быстрое охлаждение |
| Кольцо для шеи / Резьбовой сердечник | Нержавеющая сталь S136 | 50–52 HRC | Полировка до высокого блеска | Коррозионностойкий, шлифованный уплотнительный диаметр ±0,01 мм |
| Растягивающий стержень | Закаленная нержавеющая сталь | 52–55 HRC | Заземление Ra ≤ 0,2 мкм | Допуск по размерам ±0,01 мм |
| Основание/рама формы | Сталь 45# (после снятия внутренних напряжений) | HRC 28–34 | Покрытие из черного оксида/никеля | Обработка на станке с ЧПУ после отжига для снятия внутренних напряжений. |
| Укрепление мышц кора | Бериллиймедь / H13 | HRC 36–40 | Полированный | Высокая теплопроводность для равномерного регулирования температуры |
5. Модель станка и характеристики количества формовочных полостей.
В таблицах ниже указаны максимальные размеры контейнеров, достижимые при каждом количестве ячеек для трех основных моделей станков. Эти цифры представляют собой диапазон проектных параметров, в рамках которого могут быть разработаны профили контейнеров по индивидуальному заказу. Фактические размеры конкретной бутылки зависят от коэффициента растяжения, материала и целевой толщины стенки. Наши инженеры-конструкторы проверяют каждый индивидуальный проект на соответствие этим ограничениям, прежде чем приступать к изготовлению оснастки, гарантируя, что технические характеристики контейнера достижимы на выбранной платформе станка до начала резки стали.
EP-BPET-70V4 — Размеры полости пресс-формы
| Параметр | Единица | 1 полость | 2 полости | 3 полости | 4 полости | 5 кариесов | 6 полостей |
|---|---|---|---|---|---|---|---|
| Макс. внешний диаметр шейки | мм | 80 | 60 | 45 | 34 | 30 | 20 |
| Максимальный диаметр корпуса | мм | 116 | 99 | 75 | 66 | 50 | 44 |
| Максимальная высота | мм | 300 | 300 | 300 | 200 | 200 | 200 |
| Макс. громкость | мл | 2,500 | 2,300 | 1,000 | 500 | 300 | 150 |
Машина для литья под давлением и выдувного формования EP-BPET-70-V4 | 4 станции
EP-BPET-125V4 — Размеры полости пресс-формы
| Параметр | Единица | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Макс. внешний диаметр шейки (мм) | мм | 148 | 120 | 99 | 94 | 73 | 57 | 42 | 36 | 34 | 26 | 23 | 18 |
| Максимальный диаметр корпуса (мм) | мм | 204 | 152 | 130 | 120 | 98 | 78 | 66 | 54 | 53 | 44 | 40 | 37 |
| Максимальная высота (мм) | мм | 300 | 300 | 300 | 300 | 300 | 250 | 250 | 250 | 250 | 250 | 250 | 250 |
| Максимальный объем (мл) | мл | 5,000 | 3,000 | 2,000 | 1,000 | 800 | 600 | 450 | 400 | 300 | 250 | 200 | 100 |
Машина для литья под давлением и выдувного формования EP-BPET-125-V4 | 4 станции
EP-BPET-94V3 — Размеры полости пресс-формы
| Параметр | Единица | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|---|
| Макс. внешний диаметр шейки (мм) | мм | 110 | 109 | 89 | 70 | 42 | 34 | 30 | 24 |
| Максимальный диаметр корпуса (мм) | мм | 149 | 130 | 130 | 100 | 80 | 66 | 54 | 48 |
| Максимальная высота (мм) | мм | 300 | 300 | 300 | 300 | 250 | 250 | 200 | 200 |
| Максимальный объем (мл) | мл | 4,500 | 2,500 | 2,500 | 1,500 | 800 | 500 | 300 | 200 |
Машина для литья под давлением и выдувного формования EP-BPET-94-V3 | 3 станции

6. Сценарии применения
Универсальность Одноэтапная литьевая форма для выдувания и растяжения под давлением Это делает их предпочтительным инструментом в широком спектре упаковочных отраслей. Приведенные ниже области применения представляют собой основные коммерческие способы использования этих пресс-форм на производственных площадках в Колумбии, Латинской Америке и за рубежом.
Упаковка для косметики и средств личной гигиены
Для изготовления флаконов премиум-класса для сывороток, лосьонов, шампуней и тональных кремов требуется высочайшая оптическая прозрачность и безупречная точность обработки горлышка, которую может обеспечить процесс литья под давлением с растяжением и выдувом. Зеркально отполированные полости из стали H13 и сердечники горлышек из стали S136 в наших пресс-формах обеспечивают визуальное качество и повторяемость размеров, которые требуются в соответствии со спецификациями владельцев брендов. Составы из PETG и PCTG, улучшающие глубину цвета и ударопрочность, полностью поддерживаются с помощью специальной конструкции литниковых каналов и системы охлаждения.
Фармацевтическая и медицинская упаковка
Для производства флаконов для глазных капель, сиропов, таблеток и инфузионных бутылок требуется отсутствие загрязнений и строгий контроль размеров горлышка для обеспечения герметичности. Герметичный одноэтапный процесс, выполняемый на одном оборудовании, исключает промежуточную обработку заготовок, являющуюся основным фактором риска загрязнения в двухэтапных системах. Материалы PC и PPSU для многоразовых медицинских контейнеров используются с соответствующим указанием стали полости, конструкции затвора и температуры обработки для подачи документов в фармацевтические регулирующие органы.
Контейнеры для продуктов питания и напитков
ПЭТ-бутылки для воды, контейнеры для сока, бутылки для приправ и пищевые банки с широким горлышком относятся к числу наиболее часто используемых изделий для одноэтапной оснастки ISBM. Наша конструкция пресс-формы обеспечивает двуосную молекулярную ориентацию, необходимую для достаточной прочности на верхнюю нагрузку и барьерных свойств пищевого ПЭТ. На платформе BPET-125V4 доступны конфигурации банок с широким горлышком диаметром корпуса до 204 мм с регулируемым количеством полостей, что позволяет производить пищевые контейнеры, которые были бы невозможны на машинах меньшего формата.
Бутылочки для детских товаров
Для изготовления детских бутылочек и поильников требуются материалы, не содержащие бисфенол А (BPA) — тритан, полипропиленсульфон (PPSU) или пищевой поликарбонат (PC) — в сочетании с чрезвычайно точными размерами горлышка, обеспечивающими совместимость со стандартными крышками для сосок. Наша оснастка для детских изделий разработана с особым вниманием к минимизации остатков материала: внутренняя поверхность контейнера должна быть гладкой, легко моющейся и свободной от любых остатков материала, которые могут способствовать размножению бактерий. Документация, подтверждающая соответствие требованиям по содержанию BPA и сертификацию безопасности пищевых продуктов, предоставляется с каждым комплектом оснастки для детских изделий.
Контейнеры для бытовых и промышленных химикатов
Составы из ПЭТГ и ПП для бытовых чистящих средств, автомобильных жидкостей и сельскохозяйственных химикатов предъявляют высокие требования к химической стойкости и точности зон уплотнения горловины, где срабатывают защитные крышки от детей. Наши оптимизированные для ПП пресс-формы включают в себя специально настроенные температурные профили горячеканальной системы и вентиляцию полости для обеспечения текучести полукристаллического полипропилена — материала, который ведет себя значительно иначе, чем ПЭТ в одностадийном процессе ISBM, и требует специальной разработки оснастки, а не адаптации стандартной оснастки для ПЭТ.
Компоненты для рукоделия, нестандартной формы и светодиодные компоненты
Уникальная одноэтапная технология ISBM позволяет стабильно производить контейнеры с несимметричным расположением, не являющимся вращательной, — квадратные бутылки, овальные секции, треугольные профили и рельефные формы по индивидуальному заказу, — чего трудно добиться надежно на двухэтапных системах из-за сложности выравнивания заготовки и выдувного формовочного устройства. Компоненты абажуров для светодиодных ламп и декоративные контейнеры для рукоделия, изготовленные из полистирола (PS) или полиметилметакрилата (PMMA), относятся к специализированным областям применения, обслуживаемым нашей оснасткой для литья под давлением с растяжением и выдувом, изготовленной по индивидуальному заказу. Команда инженеров-конструкторов работает с предоставленными заказчиком геометрическими файлами или физическими образцами.
7. Нормативно-правовые и отраслевые стандарты для пластиковой упаковки ISBM
Покупатели оснастки для литья под давлением и производимых с ее помощью пластиковых контейнеров работают в сложной нормативно-правовой среде, охватывающей безопасность при контакте с пищевыми продуктами, соответствие требованиям к фармацевтической упаковке, экологическую политику и промышленную безопасность. Приведенный ниже обзор охватывает ключевые применимые стандарты на основных рынках, актуальных для наших клиентов, с особым вниманием к Колумбии и Латинской Америке, где осведомленность о нормативных требованиях становится все более важной как для поставщиков упаковки, так и для владельцев брендов.
| Юрисдикция | Стандарт / Нормативный акт | Актуальность для упаковки ISBM |
|---|---|---|
| Колумбия | Резолюция INVIMA 683/2012 (контакт NTC с пищевыми продуктами) | Регулирует использование пластмасс, контактирующих с пищевыми продуктами; для контейнеров из ПЭТ, ПЭТГ и ПП требуется декларирование материала и тестирование на миграцию в соответствии со стандартами ICONTEC NTC. |
| Колумбия | 1672 Лей 2013 г. / 1466 Лей 2011 г. Пластиковые отходы | Компания способствует внедрению перерабатываемой мономатериальной упаковки; ПЭТ-контейнеры, производимые ISBM, полностью пригодны для вторичной переработки, что обеспечивает соответствие требованиям расширенной ответственности производителя. |
| Колумбия | Decreto 1596 de 2015 / RETIE | К машинам ISBM и вспомогательному оборудованию, работающим на предприятиях в Колумбии, применяются требования электробезопасности и защиты оборудования. |
| Евросоюз | Регламент (ЕС) № 1935/2004 – Материалы, контактирующие с пищевыми продуктами | Регулирует все материалы, контактирующие с пищевыми продуктами; требует наличия документации от поставщиков и отслеживаемости для всех пластиковых компонентов, включая ПЭТ-контейнеры ISBM для пищевых продуктов или напитков. |
| Евросоюз | Регламент ЕС 10/2011 – Пластиковые материалы, контактирующие с пищевыми продуктами | Для пластиковых добавок установлены предельные значения миграции; общий предел миграции ≤ 10 мг/дм² применяется к ПЭТ и ПП смолам, используемым в ISBM; поставщики пресс-форм должны гарантировать, что материалы полости не будут вносить загрязнения. |
| США | FDA 21 CFR Часть 177 – Непрямые пищевые добавки: полимеры | Стандарты для полимерных материалов, используемых в пищевой упаковке, включая ПЭТ (177.1630) и ПП (177.1520); актуальны при экспорте или использовании контейнеров ISBM на рынке США. |
| Бразилия | ANVISA RDC 327/2019 – Пластиковая упаковка | Бразильское управление здравоохранения требует одобрения пластмасс, контактирующих с пищевыми продуктами; контейнеры ISBM, экспортируемые в Бразилию, должны быть изготовлены из смол, внесенных в список ANVISA, и иметь подтверждающую документацию. |
| Фармацевтический глобальный | ICH Q8 / USP Пластиковая фармацевтическая упаковка | Определяет методы тестирования на наличие экстрагируемых и выщелачиваемых веществ в фармацевтических контейнерах; оснастка для фармацевтических пресс-форм ISBM минимизирует остатки литникового канала и шероховатость внутренней поверхности, снижая риск экстракции. |
| Международный | ISO 9001:2015 – Система управления качеством | Все чаще от поставщиков пресс-форм требуется квалификация, являющаяся обязательным условием для работы с транснациональными производителями упакованной продукции. |
| Международный | ISO 15750 / ISO 22000 (Система управления безопасностью пищевых продуктов) | Стандарты системы управления безопасностью пищевых продуктов; документация по качеству пресс-форм поддерживает аудиты сертификации ISO 22000 для предприятий по упаковке продуктов питания и напитков. |
8. О нас
Мы создали надежную цепочку поставок, гарантирующую стабильность работы оборудования, энергоэффективность и комплексное обслуживание для наших глобальных партнеров. Наша профессиональная сервисная команда состоит из ветеранов отрасли, которые обеспечивают поддержку на всех этапах, от проектирования пресс-форм и изготовления прототипов до установки на месте и обучения персонала. Для рынка Латинской Америки, особенно Колумбии, мы понимаем важность экономической эффективности без ущерба для точности. Наше оборудование является отличной заменой машинам для литья под давлением с растяжением и выдувным формованием ASB и другим японским брендам, предлагая сопоставимую производительность при капитальных затратах примерно в 351 тыс. тонн, а также более короткие сроки поставки и локализованную техническую поддержку.
Мастер-класс




9. Сопутствующие товары и компоненты системы
В дополнение к Одноэтапная литьевая форма для выдувания и растяжения под давлением Помимо оборудования и машин ISBM, мы предлагаем более широкий ассортимент прецизионных механических компонентов и приводных систем, которые поддерживают строительство комплексных упаковочных линий и их текущее обслуживание. Наша комплексная система поставок упрощает процесс закупок для клиентов, строящих или модернизирующих производственные линии в Колумбии и на более широком рынке Латинской Америки.
Жесткие муфты и компоненты валов
Для соединения приводных валов упаковочного и конвейерного оборудования требуются те же стандарты точности размеров, что и для пресс-форм. Мы поставляем жесткие и гибкие муфты, совместимые с конфигурациями приводов, распространенными на машинах ISBM и последующих линиях розлива и маркировки. Ознакомьтесь с нашим ассортиментом жестких муфт.

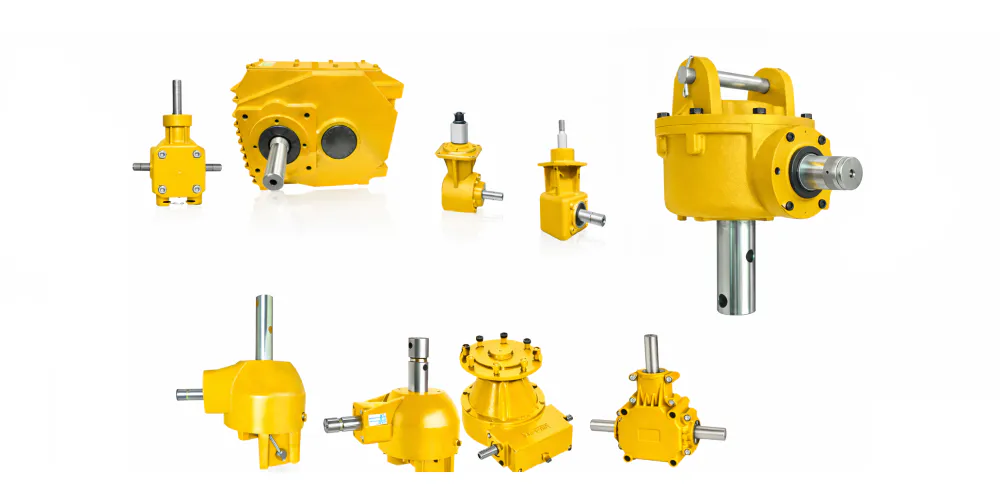
Редукторы и понижающие редукторы
Приводные редукторы и прецизионные редукторы являются неотъемлемой частью конвейерных систем, приводов поворотных столов и вспомогательного погрузочно-разгрузочного оборудования, используемого на производственных линиях ISBM. Мы поддерживаем возможности поставок высокопроизводительных редукторов, дополняющих наш ассортимент пресс-форм и оборудования, поддерживая клиентов, которым необходим единый поставщик как оснастки, так и механических приводных компонентов. Ознакомьтесь с нашим каталогом коробок передач.
Часто задаваемые вопросы
Редактор: PXY
Похожие товары
-

Машина для литья под давлением и выдувного формования EP-HGY250-V4 | 4 станции
-
Машина для литья под давлением и выдувного формования EP-HGYS280-V6 | 4 станции
-

EP-HGYS150-V4-EV — Одноэтапная машина для инжекционно-выдувного формования с растяжением, четырехпозиционная.
-

EP-HGYS200-V4 — Машина для литья под давлением и выдувного формования с растяжением, четырехпозиционная.























