

Cetakan Tiup Peregangan Injeksi Satu Langkah EP
EP Cetakan Tiup Peregang Injeksi Satu Langkah Ini adalah seperangkat perkakas presisi yang mencakup rangkaian produksi lengkap pada mesin ISBM satu langkah — mulai dari injeksi preform hingga pengkondisian suhu, pembentukan tiup-regangan, dan pengeluaran wadah. Tersedia dalam konfigurasi dari 1 hingga 12 rongga per siklus, set cetakan ini mendukung volume wadah dari 20 ml hingga 5.000 ml dan dirancang untuk melayani produksi khusus dalam jumlah kecil maupun operasi pengemasan komersial bervolume tinggi yang berkelanjutan. Setiap set dikerjakan dengan presisi menggunakan komponen yang sesuai untuk menjamin konsistensi dimensi, ketebalan dinding yang seragam, dan kualitas wadah yang dapat direproduksi sejak produksi pertama.
1. Keunggulan mesin ISBM dan cetakan kami
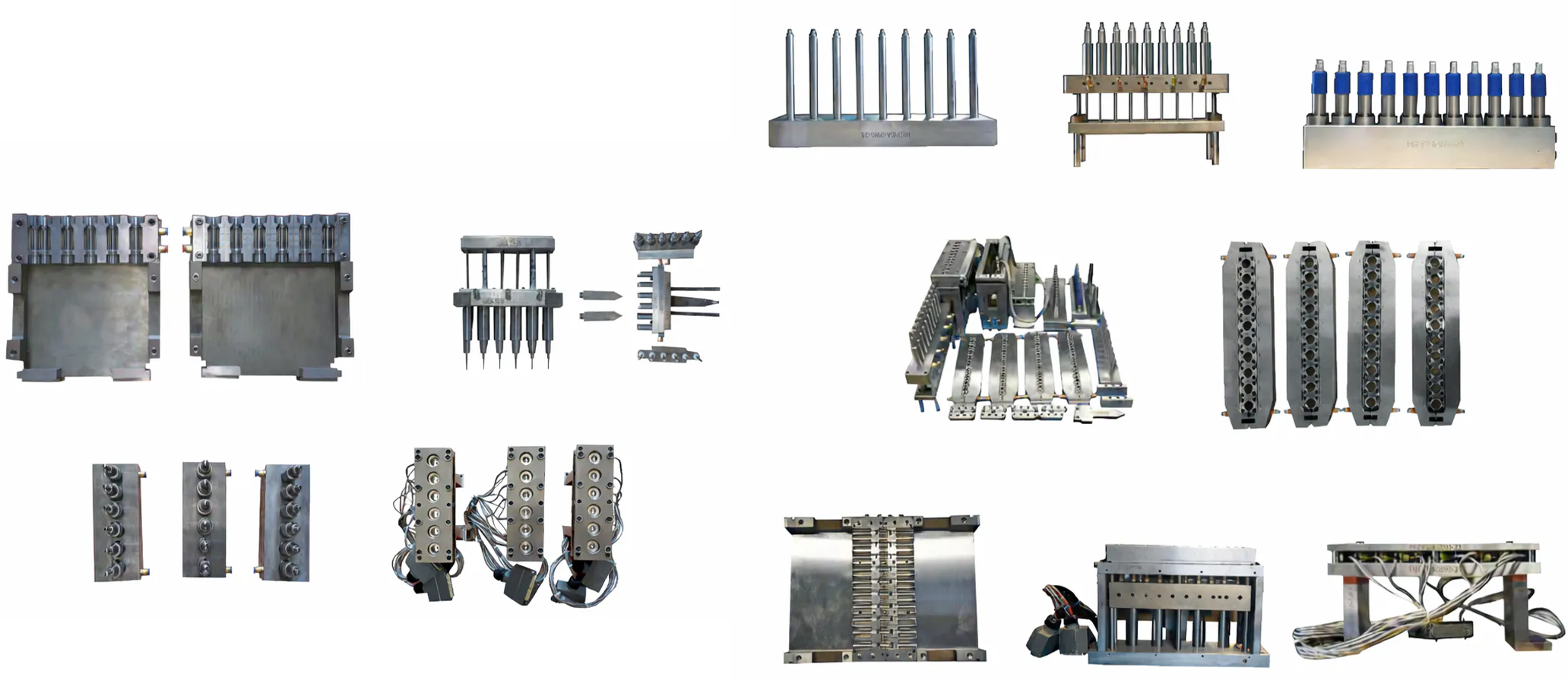
Itu Cetakan Tiup Peregang Injeksi Satu Langkah Ini bukan sekadar alat tunggal yang berdiri sendiri — ini adalah sistem cetakan lengkap yang terdiri dari cetakan preform injeksi, set rongga cetakan tiup, rakitan batang peregang, dan, jika platform mesin membutuhkannya, set inti pengkondisian suhu. Semua komponen dirancang dan dikalibrasi bersama sehingga geometri preform yang dibuat di stasiun injeksi langsung dan dapat diprediksi masuk ke stasiun tiup. Integrasi ini mendefinisikan perkakas ISBM satu langkah dan merupakan alasan mengapa dimensi wadah, akurasi penyelesaian leher, dan keseragaman ketebalan dinding secara konsisten melampaui apa yang biasanya dicapai oleh sistem pemanasan ulang dua tahap di lingkungan produksi nyata. Pabrik kami menggabungkan lebih dari dua dekade pengalaman desain dan manufaktur perkakas, telah memasok set cetakan kepada pelanggan yang menjalankan lini pengemasan kosmetik, farmasi, makanan, dan minuman di berbagai benua — termasuk basis pembeli industri yang berkembang di Kolombia dan Amerika Latin.
Kompatibilitas adalah kriteria desain utama di seluruh rangkaian cetakan injeksi tiup peregangan. Konfigurasi standar dirancang khusus untuk seri mesin BPET-70V4, BPET-94V3, dan BPET-125V4 kami. Kami juga memproduksi set cetakan pengganti yang kompatibel secara dimensi dengan Mesin tipe ASB-12M dan AOKI-250 buatan Jepang — solusi praktis bagi pelanggan yang mengoperasikan peralatan lama dan ingin meningkatkan peralatan tanpa mengganti mesin itu sendiri. Desain rongga khusus, geometri penyelesaian leher yang unik, dan bentuk wadah non-standar ditangani melalui departemen rekayasa cetakan kami, yang dilengkapi dengan pusat permesinan CNC dan peralatan EDM untuk bekerja dari file 3D yang disediakan pelanggan atau sampel botol fisik.
Kualitas pada tahap pemilihan baja dan perlakuan panas adalah yang membedakan peralatan produksi yang tahan lama dari peralatan yang membutuhkan perbaikan sebelum waktunya. Sisipan rongga injeksi dikerjakan dari baja perkakas P20 atau H13 yang telah dikeraskan sebelumnya dengan permukaan rongga dipoles hingga mengkilap seperti cermin, memastikan kejernihan optik yang dibutuhkan oleh wadah kosmetik dan farmasi premium. Bagian cetakan tiup diproduksi dari paduan aluminium kelas penerbangan dengan anodisasi keras, dipilih karena konduktivitas termalnya, bobot ringan untuk penggantian cetakan yang cepat, dan kekerasan yang memadai untuk operasi siklus tinggi. Basis cetakan dihilangkan tegangannya sebelum pengerjaan akhir untuk menghilangkan tegangan sisa yang akan menyebabkan pergeseran dimensi selama produksi yang panjang. Hasilnya adalah program peralatan yang benar-benar melayani produk cetakan tiup peregangan injeksi yang perlu diproduksi secara konsisten dan menguntungkan oleh pembeli di pasar yang kompetitif.
2. Cara Kerja Cetakan Tiup Peregang Injeksi Satu Langkah
Memahami bagaimana sistem cetakan berfungsi dalam keseluruhan sistem. proses pencetakan tiup peregangan injeksi Menjelaskan mengapa presisi perkakas sangat penting untuk hasil produksi. Pada mesin 3 stasiun, siklus berjalan sebagai berikut: di Stasiun 1, cetakan injeksi menutup di sekitar gerbang hot-runner, resin cair diinjeksikan untuk membentuk preform, dan penyelesaian leher diatur secara dimensional di sini dengan toleransi yang biasanya lebih ketat dari ±0,05 mm — setiap pitch ulir, permukaan penyegelan, dan geometri pengamanan ditetapkan di stasiun tunggal ini. Preform dibawa pada inti leher ke Stasiun 2 di mana ekornya dipangkas atau dikondisikan secara termal, dan dari sana ke Stasiun 3 di mana cetakan tiup menutup di sekitarnya. Batang peregang turun secara aksial, memanjangkan preform sementara tekanan tiup radial secara bersamaan memperluas dinding terhadap permukaan rongga untuk mencapai bentuk wadah. Pada mesin 4 stasiun, stasiun pengkondisian tambahan antara injeksi dan tiup memungkinkan penyeimbangan suhu yang lebih tepat, itulah sebabnya konfigurasi 4 stasiun dapat menangani wadah berdinding tebal atau bermulut lebar yang akan menjadi tantangan bagi tata letak 3 stasiun.
Performa botol jadi—kejernihan, keseragaman ketebalan dinding, kekuatan beban atas, dan kinerja penghalang—berkaitan langsung dengan desain cetakan. Kekasaran permukaan rongga menentukan kejernihan optik; tata letak saluran pendingin menentukan waktu siklus dan kristalinitas; profil ketebalan dinding preform menentukan bagaimana material terdistribusi selama peregangan biaxial. Oleh karena itu, cetakan tiup peregangan injeksi yang dirancang dengan baik bukan hanya alat pembentuk tetapi juga komponen proses presisi. Tim teknik cetakan kami memodelkan aliran material, distribusi peregangan, dan perilaku pendinginan sebelum melakukan pemotongan baja—sehingga cetakan fisik berkinerja sesuai prediksi sejak percobaan pertama, bukan setelah beberapa putaran pengerjaan ulang yang mahal.

3. Lima Keunggulan Produk Utama
Setiap Cetakan Tiup Peregang Injeksi Satu Langkah Produk ini dikirim sebagai satu set lengkap yang telah divalidasi dimensinya — cetakan injeksi, cetakan tiup, rakitan batang peregang, dan inti pengkondisian — yang dirancang untuk bekerja bersama tanpa perlu penyesuaian di lapangan atau penyesuaian setelah pengiriman. Hal ini menghilangkan pergeseran keselarasan antara cetakan awal dan cetakan tiup yang merupakan penyebab paling umum dari variasi ketebalan dinding dan alas yang tidak berada di tengah dalam produksi ISBM. Bagi pelanggan di Kolombia dan Amerika Latin yang mengoperasikan lini botol campuran tinggi, menerima satu set lengkap yang telah divalidasi sebelumnya secara dramatis mengurangi waktu peralihan saat beralih antar SKU produk.
Set cetakan kami berfungsi sebagai pengganti praktis dan hemat biaya untuk perkakas ASB dan AOKI tanpa memerlukan modifikasi mesin. Antarmuka dimensi — pola pemasangan pelat, jarak inti leher, geometri garis pemisah rongga tiup — disesuaikan dengan spesifikasi mesin asli. Pabrik yang sudah menggunakan peralatan Jepang mendapatkan akses ke opsi cetakan pengganti dengan harga kompetitif dan pertukaran dimensi yang sama, memungkinkan kontinuitas produksi sekaligus mengurangi biaya pengadaan perkakas secara signifikan dibandingkan dengan pengadaan suku cadang OEM dari pembuat mesin asli.
Sisipan rongga injeksi dibuat dari baja perkakas H13 atau P20 yang telah dikeraskan sebelumnya pada kekerasan 48–52 HRC, kemudian dipoles hingga Ra ≤ 0,05 μm untuk kejernihan optik premium. Bagian cetakan tiup diproduksi dari aluminium penerbangan 7075 dengan permukaan anodisasi keras yang menggabungkan efisiensi termal dengan ketahanan terhadap goresan. Cincin leher stainless steel S136 digiling secara presisi hingga ±0,01 mm pada diameter penyegelan. Program material dan penyelesaian ini memastikan bahwa kualitas permukaan wadah dan kemampuan dimensi penyelesaian leher dipertahankan melalui jutaan siklus produksi tanpa degradasi rongga yang progresif.
Mulai dari cetakan prototipe rongga tunggal hingga alat produksi berkapasitas tinggi 12 rongga, rangkaian cetakan injeksi tiup kami dapat disesuaikan dengan kapasitas mesin dan permintaan produksi. Desain sisipan rongga modular berarti bahwa untuk jenis leher kemasan dan keluarga wadah tertentu, basis cetakan yang sama dapat dikonfigurasi ulang dengan sisipan rongga yang berbeda ketika spesifikasi produk berubah — mengurangi investasi perkakas yang dibutuhkan ketika merek kemasan memperbarui desain wadahnya. Konfigurasi baris tunggal dan baris ganda tersedia untuk mesin yang mendukung tata letak penyelarasan preform paralel.
Setiap set cetakan dirancang untuk material spesifik yang ingin digunakan pelanggan — PET, PETG, PETE, PP dengan transparansi tinggi, PCTG, SAN, PC, PMMA, PS, atau TRITAN (bebas BPA). Geometri gerbang, keseimbangan saluran, ventilasi rongga, dan tata letak pendinginan semuanya dioptimalkan pada tahap desain untuk jenis resin yang dipilih. Fleksibilitas ini berarti satu program cetakan dapat memenuhi kebutuhan mulai dari botol air PET standar hingga wadah farmasi PC kelas medis dan botol produk bayi bebas BPA, semuanya dalam satu platform teknologi manufaktur tanpa mengorbankan proses.
4. Bahan Cetakan & Standar Konstruksi
Ketahanan dan kualitas hasil cetakan injeksi tiup regang ditentukan pertama-tama pada tahap pemilihan material. Baja berkualitas rendah, perlakuan panas yang tidak memadai, atau toleransi pemesinan yang tidak tepat menyebabkan keausan rongga yang prematur, kelebihan material pada garis pemisah, dan dimensi preform yang tidak konsisten jauh sebelum cetakan mencapai masa pakai yang direncanakan. Standar konstruksi cetakan kami membahas setiap parameter material dan proses kritis dalam rantai pasokan perkakas, mulai dari pengadaan baja mentah hingga inspeksi dimensi akhir sebelum pengiriman.
Sisipan rongga injeksi dibuat dari baja perkakas kerja panas H13 (setara dengan DIN 1.2344) atau baja pra-pengerasan P20 (DIN 1.2311) tergantung pada volume produksi dan jenis resin. H13 dipilih untuk produksi volume tinggi dan resin rekayasa seperti PC dan PPSU yang memerlukan tekanan injeksi tinggi dan suhu cetakan yang tinggi; P20 cocok untuk aplikasi PET dan PETG kosmetik pada tekanan sedang. Kedua baja tersebut menjalani perlakuan panas vakum dan penemperan ganda untuk kekerasan yang seragam. Setengah cetakan tiup dari aluminium penerbangan 7075-T6 menawarkan konduktivitas termal sekitar lima kali lebih besar daripada baja, yang secara langsung berarti waktu pendinginan per siklus lebih singkat dan kontrol kristalinitas yang lebih baik pada dinding wadah. Cincin leher dan pin inti yang menentukan geometri ulir dan penyegelan diproduksi dari baja tahan karat S136 yang dikeraskan (mirip dengan AISI 420 yang dimodifikasi) untuk ketahanan korosi terhadap kelembapan dan gas dekomposisi polimer. Batang peregang dibuat dari batang baja tahan karat yang dikeraskan secara menyeluruh dengan toleransi dimensi ±0,01 mm dan kekasaran permukaan Ra ≤ 0,2 μm untuk meminimalkan gesekan selama penetrasi preform aksial.
| Komponen Cetakan | Bahan | Kekerasan | Lapisan Permukaan | Catatan Penting |
|---|---|---|---|---|
| Sisipan Rongga Injeksi | Baja Perkakas H13 / P20 | 48–52 HRC (H13) / 28–34 HRC (P20) | Pemolesan cermin Ra ≤ 0,05 μm | Diproses dengan perlakuan panas vakum, temper ganda. |
| Rongga Cetakan Tiup | Paduan Aluminium 7075-T6 | HB 150–175 | Anodisasi keras 25–30 μm | Konduktivitas termal tinggi, pendinginan siklus cepat |
| Cincin Leher / Inti Ulir | Baja Tahan Karat S136 | 50–52 HRC | Polesan mengkilap | Tahan korosi, diameter penyegelan yang dihaluskan ±0,01 mm |
| Batang Peregang | Baja Tahan Karat yang Dikeraskan | 52–55 HRC | Ra dasar ≤ 0,2 μm | Toleransi dimensi ±0,01 mm |
| Dasar/Rangka Cetakan | Baja 45# (penghilangan tegangan) | HRC 28–34 | Oksida hitam / pelat nikel | Dibuat dengan mesin CNC setelah proses anil penghilang tegangan. |
| Inti Pengondisian | Tembaga Berilium / H13 | HRC 36–40 | Dipoles | Konduktivitas termal tinggi untuk pengaturan suhu yang seragam |
5. Spesifikasi Model Mesin dan Jumlah Rongga Cetakan
Tabel di bawah ini mencantumkan dimensi wadah maksimum yang dapat dicapai pada setiap jumlah rongga untuk tiga model mesin utama. Angka-angka ini mewakili batasan desain di mana profil wadah khusus dapat dikembangkan. Dimensi aktual untuk botol tertentu bergantung pada rasio peregangan, material, dan target ketebalan dinding. Insinyur cetakan kami meninjau setiap desain khusus terhadap batasan ini sebelum melakukan fabrikasi perkakas, memastikan spesifikasi wadah dapat dicapai pada platform mesin yang dipilih sebelum baja dipotong.
EP-BPET-70V4 — Dimensi Rongga Cetakan
| Parameter | Satuan | 1 Rongga | 2 Rongga | 3 Rongga | 4 Rongga | 5 Rongga | 6 Rongga |
|---|---|---|---|---|---|---|---|
| Leher Eksternal Maksimum | mm | 80 | 60 | 45 | 34 | 30 | 20 |
| Diameter Tubuh Maksimum | mm | 116 | 99 | 75 | 66 | 50 | 44 |
| Tinggi Maksimum | mm | 300 | 300 | 300 | 200 | 200 | 200 |
| Volume Maksimum | ml | 2,500 | 2,300 | 1,000 | 500 | 300 | 150 |
EP-BPET-125V4 — Dimensi Rongga Cetakan
| Parameter | Satuan | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Leher Eksternal Maksimum (mm) | mm | 148 | 120 | 99 | 94 | 73 | 57 | 42 | 36 | 34 | 26 | 23 | 18 |
| Diameter Badan Maksimum (mm) | mm | 204 | 152 | 130 | 120 | 98 | 78 | 66 | 54 | 53 | 44 | 40 | 37 |
| Tinggi Maksimum (mm) | mm | 300 | 300 | 300 | 300 | 300 | 250 | 250 | 250 | 250 | 250 | 250 | 250 |
| Volume Maksimum (ml) | ml | 5,000 | 3,000 | 2,000 | 1,000 | 800 | 600 | 450 | 400 | 300 | 250 | 200 | 100 |
Mesin Cetak Tiup Peregang Injeksi EP-BPET-125-V4 | 4 stasiun
EP-BPET-94V3 — Dimensi Rongga Cetakan
| Parameter | Satuan | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|---|
| Leher Eksternal Maksimum (mm) | mm | 110 | 109 | 89 | 70 | 42 | 34 | 30 | 24 |
| Diameter Badan Maksimum (mm) | mm | 149 | 130 | 130 | 100 | 80 | 66 | 54 | 48 |
| Tinggi Maksimum (mm) | mm | 300 | 300 | 300 | 300 | 250 | 250 | 200 | 200 |
| Volume Maksimum (ml) | ml | 4,500 | 2,500 | 2,500 | 1,500 | 800 | 500 | 300 | 200 |
Mesin cetak tiup peregangan injeksi EP-BPET-94-V3 | 3 stasiun

6. Skenario Aplikasi
Fleksibilitas dari Cetakan Tiup Peregang Injeksi Satu Langkah Hal ini menjadikannya alat pilihan di berbagai sektor pengemasan. Area aplikasi di bawah ini mewakili penggunaan komersial utama untuk set cetakan ini di lingkungan produksi yang beroperasi di Kolombia, Amerika Latin, dan internasional.
Kemasan Kosmetik & Perawatan Pribadi
Botol serum premium, wadah losion, wadah sampo, dan kemasan alas bedak membutuhkan kejernihan optik tertinggi dan presisi penyelesaian leher yang paling tajam yang dapat dihasilkan oleh proses pencetakan tiup peregangan injeksi. Rongga injeksi H13 yang dipoles seperti cermin dan inti leher S136 dalam set cetakan kami memberikan kualitas visual dan pengulangan dimensi yang dituntut oleh spesifikasi pemilik merek. Formulasi PETG dan PCTG yang meningkatkan kedalaman warna dan ketahanan benturan didukung sepenuhnya dengan desain gerbang dan pendinginan khusus material.
Pengemasan Farmasi & Medis
Botol obat tetes mata, wadah sirup, botol tablet, dan botol infus memerlukan produksi bebas kontaminasi dan kontrol dimensi yang ketat pada bagian leher botol untuk menjamin kekedapan tutup. Proses satu langkah yang disegel dan menggunakan satu mesin menghilangkan penanganan preform perantara, yang merupakan risiko kontaminasi utama dalam sistem dua tahap. Material PC dan PPSU untuk wadah medis yang dapat digunakan kembali diakomodasi dengan baja rongga yang sesuai, desain gerbang, dan dokumentasi suhu pemrosesan untuk pengajuan regulasi farmasi.
Wadah Makanan & Minuman
Botol air PET, wadah jus, botol bumbu, dan stoples bermulut lebar berkualitas makanan termasuk di antara aplikasi dengan volume tertinggi untuk perkakas ISBM satu langkah. Desain cetakan kami mencapai orientasi molekuler biaxial yang diperlukan untuk kekuatan beban atas dan kinerja penghalang yang memadai pada PET berkualitas makanan. Konfigurasi stoples bermulut lebar hingga diameter badan 204 mm tersedia pada platform BPET-125V4 dengan jumlah rongga yang disesuaikan, memungkinkan produksi wadah makanan yang tidak dapat dicapai pada mesin format yang lebih kecil.
Botol Produk Bayi & Balita
Botol bayi dan gelas minum bayi memerlukan bahan bebas BPA — TRITAN, PPSU, atau PC kelas makanan — yang dikombinasikan dengan dimensi leher botol yang sangat presisi untuk memastikan kompatibilitas dengan penutup dot standar. Cetakan produk bayi kami dirancang dengan perhatian khusus pada minimalisasi sisa material: bagian dalam wadah harus halus, mudah dibersihkan, dan bebas dari sisa material yang dapat menjadi tempat berkembang biaknya bakteri. Dokumentasi yang mendukung kepatuhan bebas BPA dan sertifikasi keamanan pangan disertakan dengan setiap set cetakan produk bayi.
Wadah Kimia Rumah Tangga & Industri
Formulasi PETG dan PP untuk produk pembersih rumah tangga, cairan otomotif, dan bahan kimia pertanian menuntut persyaratan ketat pada ketahanan kimia dan pada presisi zona penyegelan leher kemasan tempat penutup tahan anak terpasang. Set cetakan kami yang dioptimalkan untuk PP menggabungkan profil suhu hot runner dan ventilasi rongga yang disetel secara khusus untuk menangani karakteristik aliran polipropilen semi-kristalin — material yang berperilaku sangat berbeda dari PET dalam proses ISBM satu langkah dan membutuhkan rekayasa perkakas khusus daripada adaptasi perkakas PET standar.
Komponen Kerajinan, Bentuk Khusus, dan LED
Proses ISBM satu langkah secara unik memungkinkan produksi yang konsisten dari wadah yang tidak simetris secara rotasional — botol persegi, penampang oval, profil segitiga, dan bentuk timbul khusus — yang sulit dicapai secara andal pada sistem dua tahap karena kompleksitas penyelarasan preform-ke-tiup. Komponen kap lampu LED dan wadah kerajinan dekoratif yang diproduksi dari PS atau PMMA termasuk di antara aplikasi khusus yang dilayani oleh perkakas cetakan tiup peregangan injeksi profil khusus kami, di mana tim teknik cetakan bekerja dari file geometri yang disediakan pelanggan atau sampel fisik.
7. Standar Regulasi & Industri untuk Kemasan Plastik ISBM
Para pembeli peralatan cetak tiup injeksi dan wadah plastik yang diproduksi dengannya beroperasi dalam lingkungan peraturan yang kompleks yang mencakup keamanan kontak makanan, kepatuhan kemasan farmasi, kebijakan lingkungan, dan keselamatan industri. Gambaran umum di bawah ini mencakup standar utama yang berlaku di pasar utama yang relevan bagi pelanggan kami, dengan perhatian khusus pada Kolombia dan wilayah Amerika Latin di mana kesadaran akan peraturan semakin penting bagi pemasok kemasan dan pemilik merek.
| Yurisdiksi | Standar / Peraturan | Relevansi dengan Pengemasan ISBM |
|---|---|---|
| Kolumbia | INVIMA Resolución 683/2012 (kontak makanan NTC) | Mengatur plastik yang bersentuhan dengan makanan; wadah PET, PETG, PP memerlukan deklarasi material dan pengujian migrasi berdasarkan standar ICONTEC NTC. |
| Kolumbia | Ley 1672 de 2013 / Ley 1466 de 2011 sampah plastik | Mempromosikan kemasan mono-material yang dapat didaur ulang; wadah PET yang diproduksi oleh ISBM sepenuhnya dapat didaur ulang, mendukung kepatuhan terhadap persyaratan tanggung jawab produsen yang diperluas. |
| Kolumbia | Decreto 1596 de 2015 / RETIE | Persyaratan keselamatan listrik dan pengamanan mesin berlaku untuk mesin ISBM dan peralatan pendukung yang beroperasi di fasilitas Kolombia. |
| Uni Eropa | Peraturan (EC) No 1935/2004 – Bahan Kontak Makanan | Mengatur semua material yang bersentuhan dengan makanan; mewajibkan dokumentasi pemasok dan ketelusuran untuk semua komponen plastik termasuk wadah PET ISBM untuk penggunaan makanan atau minuman. |
| Uni Eropa | Peraturan Uni Eropa 10/2011 – Bahan Plastik yang Bersentuhan dengan Makanan | Batas migrasi spesifik untuk aditif plastik; batas migrasi keseluruhan ≤ 10 mg/dm² berlaku untuk resin PET dan PP yang digunakan dalam ISBM; pemasok cetakan harus memastikan bahan rongga tidak menimbulkan kontaminasi. |
| Amerika Serikat | FDA 21 CFR Bagian 177 – Aditif Makanan Tidak Langsung: Polimer | Standar untuk resin dalam kemasan makanan termasuk PET (177.1630) dan PP (177.1520); relevan ketika wadah ISBM diekspor ke atau digunakan di pasar Amerika Serikat |
| Brazil | ANVISA RDC 327/2019 – Kemasan Plastik | Otoritas pengatur kesehatan Brasil mewajibkan persetujuan untuk plastik yang bersentuhan dengan makanan; kontainer ISBM yang diekspor ke Brasil harus menggunakan resin yang terdaftar di ANVISA dengan dokumentasi kesesuaian. |
| Perusahaan Farmasi Global | Kemasan Farmasi Plastik ICH Q8 / USP | Menentukan pengujian zat yang dapat diekstrak dan yang dapat larut untuk wadah farmasi; perkakas cetakan farmasi ISBM meminimalkan sisa gerbang dan kekasaran permukaan internal untuk mengurangi risiko ekstraksi. |
| Internasional | ISO 9001:2015 – Sistem Manajemen Mutu | Persyaratan ini semakin sering diajukan kepada pemasok cetakan sebagai prasyarat kualifikasi oleh produsen barang kemasan multinasional. |
| Internasional | ISO 15750 / ISO 22000 (Manajemen Keamanan Pangan) | Standar sistem manajemen keamanan pangan; dokumentasi kualitas perkakas cetakan mendukung audit sertifikasi ISO 22000 pelanggan di pabrik pengemasan makanan dan minuman. |
8. Tentang Kami
Kami telah membangun rantai pasokan yang kuat yang menjamin stabilitas mesin, efisiensi energi, dan layanan satu atap yang komprehensif untuk mitra global kami. Tim layanan profesional kami terdiri dari para veteran industri yang memberikan dukungan menyeluruh, mulai dari desain cetakan dan pengambilan sampel prototipe hingga instalasi di lokasi dan pelatihan staf. Untuk pasar Amerika Latin, khususnya Kolombia, kami memahami pentingnya efektivitas biaya tanpa mengorbankan presisi. Mesin kami merupakan pengganti yang tepat untuk mesin cetak tiup peregangan injeksi ASB dan merek Jepang lainnya, menawarkan kinerja yang sebanding dengan pengeluaran modal sekitar 35%, ditambah dengan waktu tunggu yang lebih cepat dan dukungan teknis lokal.
Bengkel




9. Produk dan Komponen Sistem Terkait
Sebagai tambahan Cetakan Tiup Peregang Injeksi Satu Langkah Selain set dan mesin ISBM, kami menawarkan berbagai macam komponen mekanik presisi dan produk sistem penggerak yang mendukung pembangunan lini pengemasan lengkap dan pemeliharaan berkelanjutan. Kemampuan pasokan satu atap kami mengurangi kompleksitas pengadaan bagi pelanggan yang membangun atau meningkatkan lini produksi di seluruh Kolombia dan pasar Amerika Latin yang lebih luas.
Kopling Kaku & Komponen Poros
Kopling mekanis presisi untuk menghubungkan poros penggerak pada peralatan pengemasan dan konveyor memerlukan standar akurasi dimensi yang sama dengan perkakas cetakan. Kami menyediakan produk kopling kaku dan fleksibel yang kompatibel dengan konfigurasi penggerak yang umum pada mesin ISBM dan jalur pengisian dan pelabelan hilir. Jelajahi rangkaian Kopling Kaku kami

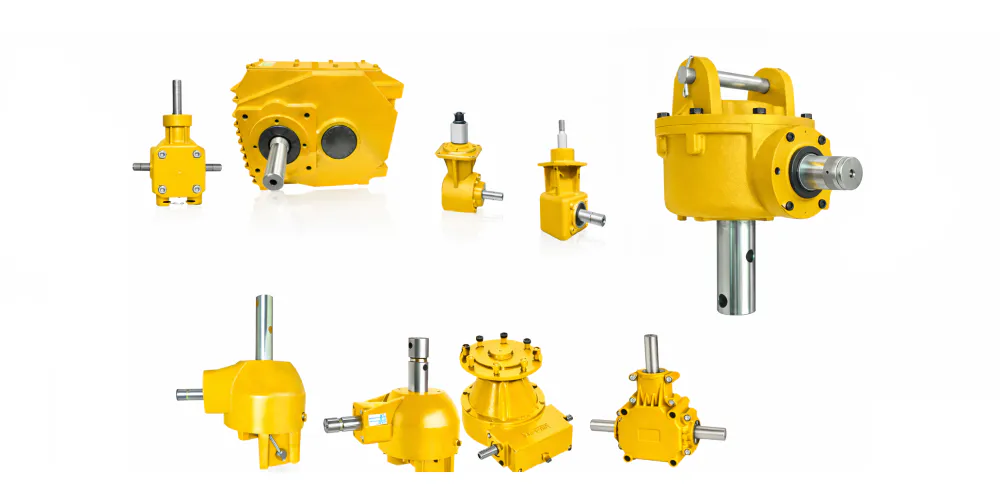
Kotak roda gigi & Peredam kecepatan
Gearbox penggerak dan peredam kecepatan presisi merupakan bagian integral dari sistem konveyor, penggerak meja putar, dan peralatan penanganan tambahan yang mengelilingi jalur produksi ISBM. Kami mempertahankan kemampuan pasokan untuk produk gearbox berkinerja tinggi yang melengkapi penawaran cetakan dan mesin kami, mendukung pelanggan yang membutuhkan sumber tunggal untuk perkakas dan komponen penggerak mekanis. Lihat katalog Gearbox kami
Pertanyaan yang Sering Diajukan
Editor: PXY



























