

Acuan Meniup Regangan Suntikan Satu Langkah EP
EP itu Acuan Meniup Regangan Suntikan Satu Langkah ialah set perkakas jitu yang meliputi urutan pengeluaran lengkap pada mesin ISBM satu langkah — daripada suntikan prabentuk melalui pengkondisian suhu kepada pembentukan regangan-tiup dan lontaran kontena. Tersedia dalam konfigurasi daripada 1 hingga 12 rongga setiap kitaran, set acuan ini menyokong isipadu kontena daripada 20 ml hingga 5,000 ml dan dibina untuk mengendalikan larian khusus kecil serta operasi pembungkusan komersial volum tinggi yang berterusan. Setiap set dimesin dengan jitu dalam komponen yang sepadan untuk menjamin ketekalan dimensi, ketebalan dinding yang seragam dan kualiti kontena yang boleh dihasilkan semula dari tembakan pengeluaran pertama dan seterusnya.
1. Kelebihan mesin ISBM kami dan acuannya
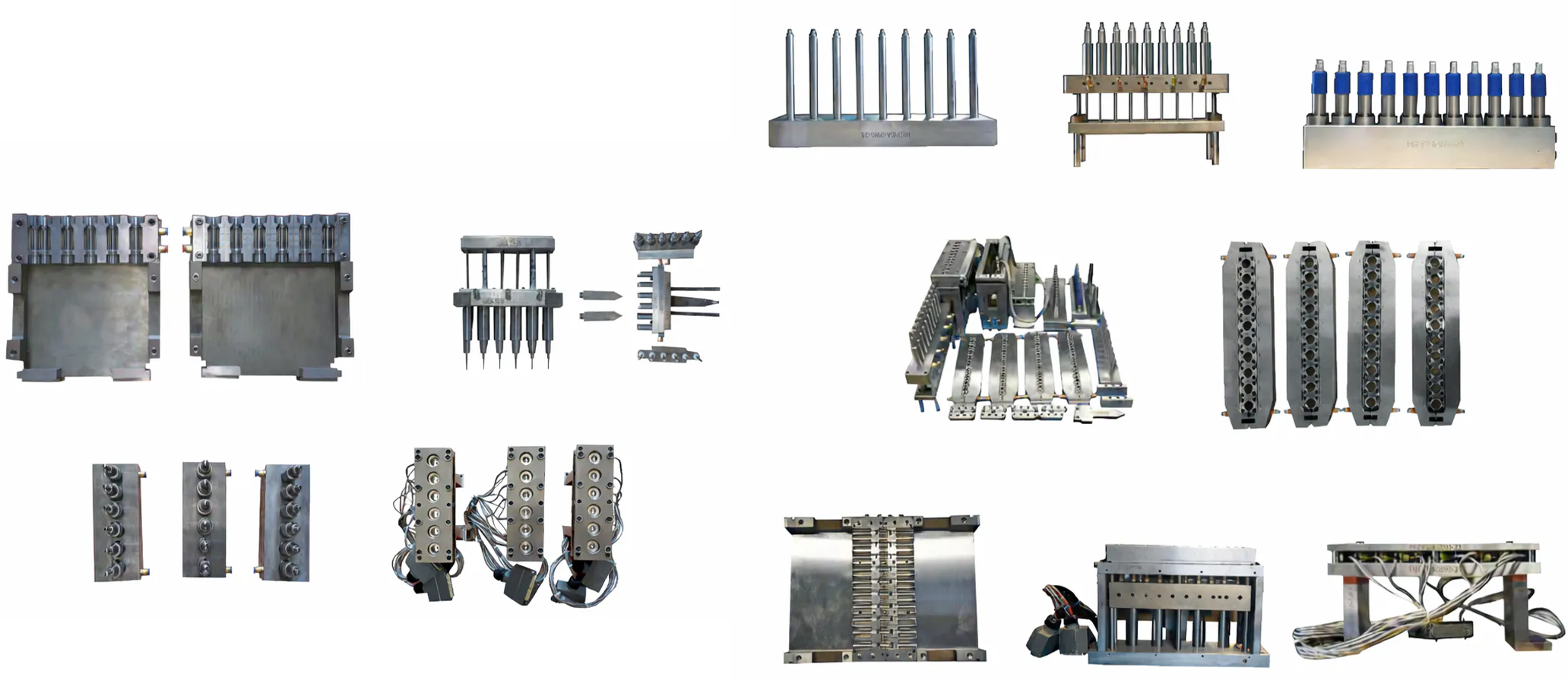
Yang Acuan Meniup Regangan Suntikan Satu Langkah bukanlah satu alat yang berasingan — ia merupakan sistem acuan yang lengkap dan sepadan yang terdiri daripada acuan prabentuk suntikan, set rongga acuan tiup, pemasangan rod regangan, dan di mana platform mesin memerlukannya, set teras penyaman suhu. Semua komponen direkayasa dan dikalibrasi bersama supaya geometri prabentuk yang dicipta di stesen suntikan disuap terus dan boleh diramal ke dalam stesen tiup. Integrasi ini mentakrifkan perkakas ISBM satu langkah dan itulah sebabnya dimensi bekas, ketepatan kemasan leher, dan keseragaman ketebalan dinding secara konsisten mengatasi apa yang biasanya dicapai oleh sistem pemanasan semula dua peringkat dalam persekitaran pengeluaran sebenar. Kilang kami menyatukan lebih dua dekad pengalaman reka bentuk dan pembuatan perkakas terkumpul, setelah membekalkan set acuan kepada pelanggan yang menjalankan rangkaian pembungkusan kosmetik, farmaseutikal, makanan dan minuman merentasi pelbagai benua — termasuk pangkalan pembeli perindustrian yang semakin berkembang di Colombia dan Amerika Latin.
Keserasian merupakan kriteria reka bentuk utama merentasi keseluruhan rangkaian acuan pengacuan tamparan regangan suntikan. Konfigurasi standard dibina khas untuk siri mesin BPET-70V4, BPET-94V3 dan BPET-125V4 kami. Kami juga mengeluarkan set acuan gantian yang serasi secara dimensi dengan Mesin jenis ASB-12M dan AOKI-250 Jepun — penyelesaian praktikal untuk pelanggan yang mengendalikan peralatan legasi yang ingin menaik taraf perkakas tanpa menggantikan mesin itu sendiri. Reka bentuk rongga tersuai, geometri kemasan leher yang unik dan bentuk bekas bukan standard dikendalikan melalui jabatan kejuruteraan acuan kami, yang dilengkapi dengan pusat pemesinan CNC dan peralatan EDM untuk berfungsi daripada fail 3D yang dibekalkan pelanggan atau sampel botol fizikal.
Kualiti pada peringkat pemilihan keluli dan rawatan haba adalah yang membezakan perkakas pengeluaran jangka panjang daripada perkakas yang memerlukan pembaikan pramatang. Sisipan rongga suntikan dimesin daripada keluli alat P20 atau H13 yang telah dikeraskan terlebih dahulu dengan permukaan rongga digilap untuk kemasan cermin, memastikan kejelasan optik yang diperlukan oleh bekas kosmetik dan farmaseutikal premium. Separuh acuan tiup dihasilkan daripada aloi aluminium gred penerbangan dengan anodisasi keras, dipilih kerana kekonduksian termanya, ringan untuk perubahan acuan yang cepat, dan kekerasan yang mencukupi untuk operasi kitaran tinggi. Tapak acuan dilegakan tekanan sebelum pemesinan akhir untuk menghapuskan tekanan baki yang akan menyebabkan hanyutan dimensi sepanjang pengeluaran yang dilanjutkan. Hasilnya ialah program perkakas yang benar-benar memenuhi produk acuan tiup regangan suntikan yang perlu dihasilkan oleh pembeli dalam pasaran yang kompetitif secara konsisten dan menguntungkan.
2. Bagaimana Acuan Tiup Regangan Suntikan Satu Langkah Berfungsi
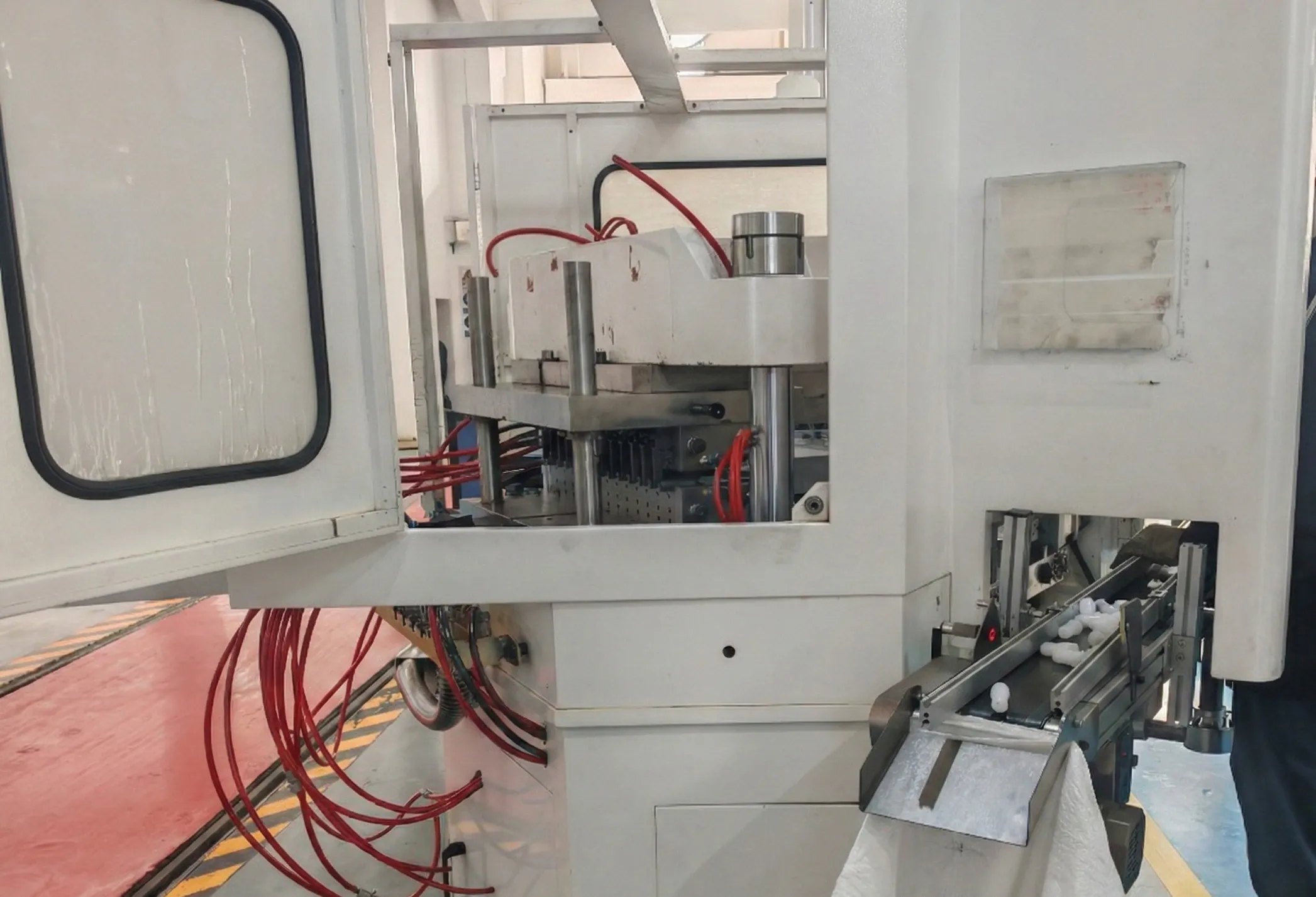
Memahami bagaimana sistem acuan berfungsi dalam keseluruhan proses pengacuan tamparan regangan suntikan menjelaskan mengapa ketepatan perkakas sangat penting untuk hasil pengeluaran. Pada mesin 3 stesen, kitaran berjalan seperti berikut: di Stesen 1, acuan suntikan menutup di sekitar pintu pelari panas, resin cair disuntik untuk membentuk prabentuk, dan kemasan leher ditetapkan secara dimensi di sini dengan toleransi biasanya lebih ketat daripada ±0.05 mm — setiap pic ulir, permukaan pengedap, dan geometri anti-usik yang ditetapkan di stesen tunggal ini. Prabentuk dibawa pada teras leher ke Stesen 2 di mana ia dipangkas ekor atau dikondisikan secara terma, dan dari sana ke Stesen 3 di mana acuan tiup menutup di sekelilingnya. Rod regangan turun secara paksi, memanjangkan prabentuk manakala tekanan tiupan jejarian secara serentak mengembangkan dinding terhadap permukaan rongga untuk mencapai bentuk bekas. Pada mesin 4 stesen, stesen pengkondisian tambahan antara suntikan dan tiupan membolehkan keseimbangan suhu yang lebih tepat, itulah sebabnya konfigurasi 4 stesen boleh mengendalikan bekas berdinding tebal atau mulut lebar dengan andal yang akan mencabar susun atur 3 stesen.
Prestasi botol siap — kejelasan, keseragaman ketebalan dinding, kekuatan beban atas dan prestasi penghalang — berkait rapat dengan reka bentuk acuan. Kekasaran permukaan rongga menentukan kejelasan optik; susun atur saluran penyejukan menentukan masa kitaran dan kekristalan; profil ketebalan dinding prabentuk menentukan cara bahan diagihkan semasa regangan dwipaksi. Oleh itu, acuan tiupan regangan suntikan yang direka bentuk dengan baik bukan sekadar alat pembentuk tetapi komponen proses ketepatan. Pasukan kejuruteraan acuan kami memodelkan aliran bahan, pengagihan regangan dan tingkah laku penyejukan sebelum melakukan pemotongan keluli — supaya acuan fizikal berfungsi seperti yang diramalkan dari percubaan pertama dan bukannya selepas beberapa pusingan kerja semula yang mahal.

3. Lima Kelebihan Produk Utama
Setiap Acuan Meniup Regangan Suntikan Satu Langkah dihantar sebagai set padanan yang disahkan secara dimensi — acuan suntikan, acuan tiup, pemasangan rod regangan dan teras penyaman — yang dimesin untuk berfungsi bersama tanpa pengacakan medan atau pelarasan pasca penghantaran. Ini menghapuskan hanyutan penjajaran prabentuk-ke-tiup yang merupakan punca paling biasa bagi variasi ketebalan dinding dan tapak luar pusat dalam pengeluaran ISBM. Bagi pelanggan di Colombia dan Amerika Latin yang mengendalikan barisan botol campuran tinggi, menerima set padanan yang disahkan terlebih dahulu dapat mengurangkan masa pertukaran secara mendadak apabila bertukar antara SKU produk.
Set acuan kami berfungsi sebagai pengganti perkakas ASB dan AOKI yang praktikal dan kos efektif tanpa memerlukan pengubahsuaian mesin. Antara muka dimensi — corak pelekap platen, pic teras leher, geometri garisan pemisah rongga tiupan — dipadankan dengan spesifikasi mesin asal. Kilang-kilang yang sudah menjalankan peralatan Jepun mendapat akses kepada pilihan acuan gantian dengan harga yang kompetitif dengan kebolehtukaran dimensi yang sama, membolehkan kesinambungan pengeluaran sambil mengurangkan kos perolehan perkakas dengan ketara berbanding mendapatkan bahagian OEM daripada pembina mesin asal.
Sisipan rongga suntikan dimesin daripada keluli alat pra-keras H13 atau P20 pada 48–52 HRC, kemudian digilap kepada Ra ≤ 0.05 μm untuk kejelasan optik premium. Separuh acuan tiupan dihasilkan daripada aluminium penerbangan 7075 dengan permukaan teranod keras yang menggabungkan kecekapan haba dengan rintangan calar. Cincin leher keluli tahan karat S136 dikisar dengan ketepatan sehingga ±0.01 mm pada diameter pengedap. Program bahan dan kemasan ini memastikan kualiti permukaan kontena dan keupayaan dimensi kemasan leher dikekalkan melalui berjuta-juta kitaran pengeluaran tanpa degradasi rongga progresif.
Daripada acuan prototaip rongga tunggal kepada alat pengeluaran output tinggi 12 rongga, julat acuan pengacuan tamparan suntikan kami diskalakan untuk memadankan kapasiti mesin dan permintaan pengeluaran. Reka bentuk sisipan rongga modular bermakna bagi kemasan leher dan keluarga bekas tertentu, tapak acuan yang sama boleh dikonfigurasikan semula dengan sisipan rongga yang berbeza apabila spesifikasi produk berubah — mengurangkan pelaburan perkakas yang diperlukan apabila jenama pembungkusan mengemas kini reka bentuk bekasnya. Konfigurasi baris tunggal dan baris dua tersedia untuk mesin yang menyokong susun atur penjajaran prabentuk selari.
Setiap set acuan direka bentuk untuk bahan tertentu yang ingin digunakan oleh pelanggan — PET, PETG, PETE, PP ketelusan tinggi, PCTG, SAN, PC, PMMA, PS atau TRITAN (bebas BPA). Geometri pintu, imbangan pelari, pengudaraan rongga dan susun atur penyejukan semuanya dioptimumkan pada peringkat reka bentuk untuk jenis resin yang dicalonkan. Fleksibiliti ini bermakna program acuan tunggal boleh memenuhi keperluan daripada botol air PET standard hingga bekas farmaseutikal PC gred perubatan dan botol produk bayi bebas BPA, semuanya dalam satu platform teknologi pembuatan tanpa kompromi proses.
4. Bahan Acuan & Piawaian Pembinaan
Ketahanan hayat dan kualiti output mana-mana acuan pengacuan tamparan regangan suntikan ditentukan terlebih dahulu pada peringkat pemilihan bahan. Keluli yang kurang baik, rawatan haba yang tidak mencukupi atau toleransi pemesinan yang tidak tepat menyebabkan haus rongga pramatang, kilatan pada garisan pemisah dan dimensi prabentuk yang tidak konsisten jauh sebelum acuan mencapai hayat perkhidmatan yang dimaksudkan. Piawaian pembinaan acuan kami menangani setiap parameter bahan dan proses kritikal dalam rantaian bekalan perkakas, daripada perolehan keluli mentah hingga pemeriksaan dimensi akhir sebelum penghantaran.
Sisipan rongga suntikan dimesin daripada keluli alat kerja panas H13 (bersamaan dengan DIN 1.2344) atau keluli pra-keras P20 (DIN 1.2311) bergantung pada jumlah pengeluaran dan jenis resin. H13 dipilih untuk larian isipadu tinggi dan resin kejuruteraan seperti PC dan PPSU yang mengenakan tekanan suntikan tinggi dan suhu acuan yang tinggi; P20 sesuai untuk aplikasi PET dan PETG kosmetik pada tekanan sederhana. Kedua-dua keluli menjalani rawatan haba vakum dan pembajaan berganda untuk kekerasan yang seragam. Separuh acuan tiup dalam aluminium penerbangan 7075-T6 menawarkan kekonduksian terma kira-kira lima kali ganda lebih besar daripada keluli, diterjemahkan secara langsung kepada masa penyejukan yang lebih pendek setiap kitaran dan kawalan kehabluran yang lebih baik dalam dinding bekas. Cincin leher dan pin teras yang menentukan geometri ulir dan pengedap dihasilkan daripada keluli tahan karat S136 yang dikeraskan (serupa dengan AISI 420 yang diubah suai) untuk ketahanan kakisan terhadap kelembapan dan gas penguraian polimer. Rod regangan dikisar daripada bar keluli tahan karat yang dikeraskan sepenuhnya kepada toleransi dimensi ±0.01 mm dengan kekasaran permukaan Ra ≤ 0.2 μm untuk meminimumkan geseran semasa penembusan prabentuk paksi.
| Komponen Acuan | Bahan | Kekerasan | Kemasan Permukaan | Nota Utama |
|---|---|---|---|---|
| Sisipan Rongga Suntikan | Keluli Alat H13 / P20 | 48–52 HRC (H13) / 28–34 HRC (P20) | Pengilat cermin Ra ≤ 0.05 μm | Dirawat haba vakum, terbaja berganda |
| Rongga Acuan Tiup | Aloi Aluminium 7075-T6 | HB 150–175 | Anodisasi keras 25–30 μm | Kekonduksian terma yang tinggi, penyejukan kitaran pantas |
| Cincin Leher / Teras Benang | Keluli Tahan Karat S136 | 50–52 HRC | Pengilat berkilat tinggi | Tahan kakisan, diameter pengedap tanah ±0.01 mm |
| Rod Regangan | Keluli Tahan Karat yang Diperkeras | 52–55 HRC | Tanah Ra ≤ 0.2 μm | Toleransi dimensi ±0.01 mm |
| Acuan Tapak / Bingkai | Keluli 45# (dilegakan tekanan) | HRC 28–34 | Plat oksida hitam/nikel | Dimesin CNC selepas penyepuhlindapan pelepasan tekanan |
| Teras Pengkondisian | Kuprum Berilium / H13 | HRC 36–40 | Digilap | Kekonduksian terma yang tinggi untuk pengawalaturan suhu yang seragam |
5. Model Mesin dan Bilangan Spesifikasi Rongga Acuan
Jadual di bawah menyenaraikan dimensi kontena maksimum yang boleh dicapai pada setiap kiraan rongga untuk tiga model mesin utama. Angka-angka ini mewakili sampul reka bentuk di mana profil kontena tersuai boleh dibangunkan. Dimensi sebenar untuk botol tertentu bergantung pada nisbah regangan, bahan dan sasaran ketebalan dinding. Jurutera acuan kami menyemak setiap reka bentuk tersuai terhadap had ini sebelum membuat komitmen terhadap fabrikasi perkakas, memastikan spesifikasi kontena boleh dicapai pada platform mesin yang dicalonkan sebelum sebarang keluli dipotong.
EP-BPET-70V4 — Dimensi Rongga Acuan
| Parameter | Unit | 1 Rongga | 2 Kaviti | 3 Kaviti | 4 Kaviti | 5 Kaviti | 6 Kaviti |
|---|---|---|---|---|---|---|---|
| Leher Luaran Maks. | mm | 80 | 60 | 45 | 34 | 30 | 20 |
| Diameter Badan Maks. | mm | 116 | 99 | 75 | 66 | 50 | 44 |
| Ketinggian Maks. | mm | 300 | 300 | 300 | 200 | 200 | 200 |
| Isipadu Maks. | ml | 2,500 | 2,300 | 1,000 | 500 | 300 | 150 |
Mesin Pengacuan Tiupan Regangan Suntikan EP-BPET-70-V4 | 4 stesen
EP-BPET-125V4 — Dimensi Rongga Acuan
| Parameter | Unit | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Leher Luaran Maks. (mm) | mm | 148 | 120 | 99 | 94 | 73 | 57 | 42 | 36 | 34 | 26 | 23 | 18 |
| Diameter Badan Maks. (mm) | mm | 204 | 152 | 130 | 120 | 98 | 78 | 66 | 54 | 53 | 44 | 40 | 37 |
| Ketinggian Maks. (mm) | mm | 300 | 300 | 300 | 300 | 300 | 250 | 250 | 250 | 250 | 250 | 250 | 250 |
| Isipadu Maks. (ml) | ml | 5,000 | 3,000 | 2,000 | 1,000 | 800 | 600 | 450 | 400 | 300 | 250 | 200 | 100 |
Mesin Pengacuan Tiupan Regangan Suntikan EP-BPET-125-V4 | 4 stesen
EP-BPET-94V3 — Dimensi Rongga Acuan
| Parameter | Unit | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
|---|---|---|---|---|---|---|---|---|---|
| Leher Luaran Maks. (mm) | mm | 110 | 109 | 89 | 70 | 42 | 34 | 30 | 24 |
| Diameter Badan Maks. (mm) | mm | 149 | 130 | 130 | 100 | 80 | 66 | 54 | 48 |
| Ketinggian Maks. (mm) | mm | 300 | 300 | 300 | 300 | 250 | 250 | 200 | 200 |
| Isipadu Maks. (ml) | ml | 4,500 | 2,500 | 2,500 | 1,500 | 800 | 500 | 300 | 200 |
Mesin pengacuan tamparan regangan suntikan EP-BPET-94-V3 | 3 stesen

6. Senario Aplikasi
Kepelbagaian fungsi Acuan Meniup Regangan Suntikan Satu Langkah menjadikannya alat pilihan merentasi spektrum sektor pembungkusan yang luas. Kawasan aplikasi di bawah mewakili kegunaan komersial utama untuk set acuan ini dalam persekitaran pengeluaran yang beroperasi di Colombia, Amerika Latin dan di peringkat antarabangsa.
Pembungkusan Kosmetik & Penjagaan Diri
Botol serum premium, bekas losyen, bekas syampu dan pembungkusan alas bedak memerlukan kejelasan optik tertinggi dan ketepatan kemasan leher paling tajam yang boleh dihasilkan oleh proses pengacuan tiupan regangan suntikan. Rongga suntikan H13 yang digilap cermin dan teras leher S136 dalam set acuan kami memberikan kualiti visual dan kebolehulangan dimensi yang diperlukan oleh spesifikasi pemilik jenama. Formula PETG dan PCTG yang meningkatkan kedalaman warna dan rintangan hentaman disokong sepenuhnya dengan reka bentuk pintu dan penyejukan khusus bahan.
Pembungkusan Farmaseutikal & Perubatan
Botol titisan mata, bekas sirap, balang tablet dan botol infusi memerlukan pengeluaran bebas pencemaran dan kawalan dimensi yang ketat pada kemasan leher untuk menjamin kedap udara daripada kebocoran. Proses satu langkah mesin tunggal yang tertutup rapat menghapuskan pengendalian prabentuk pertengahan, iaitu risiko pencemaran utama dalam sistem dua peringkat. Bahan PC dan PPSU untuk bekas perubatan yang boleh digunakan semula dilengkapi dengan keluli rongga, reka bentuk pintu pagar dan dokumentasi suhu pemprosesan yang ditentukan dengan sewajarnya untuk penyerahan kawal selia farmaseutikal.
Bekas Makanan & Minuman
Botol air PET, bekas jus, botol perasa dan balang mulut lebar gred makanan adalah antara aplikasi isipadu tertinggi untuk perkakas ISBM satu langkah. Reka bentuk acuan kami mencapai orientasi molekul dwipaksi yang diperlukan untuk kekuatan beban atas dan prestasi penghalang yang mencukupi dalam PET gred makanan. Konfigurasi balang mulut lebar sehingga diameter badan 204 mm tersedia pada platform BPET-125V4 dengan kiraan rongga yang diselaraskan, membolehkan pengeluaran bekas makanan yang tidak dapat dicapai pada mesin format yang lebih kecil.
Botol Produk Bayi & Bayi
Botol bayi dan cawan sippy memerlukan bahan bebas BPA — TRITAN, PPSU atau PC gred makanan — digabungkan dengan dimensi kemasan leher yang sangat tepat untuk memastikan keserasian dengan penutup puting susu standard. Peralatan acuan produk bayi kami direka bentuk dengan perhatian khusus untuk meminimumkan sisa pintu: bahagian dalam bekas mestilah licin, boleh dibersihkan dan bebas daripada sebarang ketulan bahan yang boleh menyimpan bakteria. Dokumentasi yang menyokong pematuhan bebas BPA dan pensijilan keselamatan makanan disediakan dengan setiap set acuan produk bayi.
Bekas Kimia Isi Rumah & Perindustrian
Formulasi PETG dan PP untuk produk pembersihan rumah, cecair automotif dan bahan kimia pertanian meletakkan keperluan yang mendesak terhadap rintangan kimia dan ketepatan zon pengedap kemasan leher di mana penutupan kalis kanak-kanak terlibat. Set acuan yang dioptimumkan untuk PP kami menggabungkan profil suhu pelari panas yang ditala khusus dan pengudaraan rongga untuk mengendalikan ciri aliran polipropilena separa kristal — bahan yang bertindak secara berbeza daripada PET dalam proses ISBM satu langkah dan memerlukan kejuruteraan perkakas khusus dan bukannya penyesuaian perkakas PET standard.
Komponen Kraf, Bentuk Khas dan LED
Proses ISBM satu langkah secara unik membolehkan penghasilan bekas bukan simetri putaran yang konsisten — botol segi empat sama, keratan bujur, profil segi tiga dan bentuk timbul tersuai — yang sukar dicapai dengan andal pada sistem dua peringkat disebabkan oleh kerumitan penjajaran prabentuk-ke-tiup. Komponen teduhan lampu LED dan bekas kraf hiasan yang dihasilkan daripada PS atau PMMA adalah antara aplikasi khusus yang disediakan oleh perkakas acuan tiup regangan suntikan berprofil tersuai kami, yang mana pasukan kejuruteraan acuan bekerja daripada fail geometri yang dibekalkan oleh pelanggan atau sampel fizikal.
7. Piawaian Kawal Selia & Industri untuk Pembungkusan Plastik ISBM
Pembeli alat pengacuan suntikan dan bekas plastik yang dihasilkan dengannya beroperasi dalam persekitaran kawal selia yang kompleks yang meliputi keselamatan sentuhan makanan, pematuhan pembungkusan farmaseutikal, dasar alam sekitar dan keselamatan industri. Gambaran keseluruhan di bawah merangkumi piawaian utama yang terpakai merentasi pasaran utama yang berkaitan dengan pelanggan kami, dengan perhatian khusus kepada Colombia dan rantau Amerika Latin di mana kesedaran kawal selia semakin penting untuk pembekal pembungkusan dan pemilik jenama.
| Bidang kuasa | Piawaian / Peraturan | Relevansi kepada Pembungkusan ISBM |
|---|---|---|
| Colombia | INVIMA Resolución 683/2012 (hubungi makanan NTC) | Mengawal plastik yang bersentuhan dengan makanan; Bekas PET, PETG, PP memerlukan pengisytiharan bahan dan ujian migrasi di bawah piawaian ICONTEC NTC |
| Colombia | Ley 1672 de 2013 / Ley 1466 de 2011 sisa plastik | Menggalakkan pembungkusan mono-bahan yang boleh dikitar semula; bekas PET yang dihasilkan oleh ISBM boleh dikitar semula sepenuhnya, menyokong pematuhan dengan keperluan tanggungjawab pengeluar yang diperluas |
| Colombia | Diterbitkan pada tahun 1596 / RETIE | Keperluan keselamatan elektrik dan perlindungan jentera terpakai kepada mesin ISBM dan peralatan sampingan yang beroperasi di kemudahan Colombia |
| Kesatuan Eropah | Peraturan (EC) No. 1935/2004 – Bahan Sentuhan Makanan | Mengawal semua bahan yang bersentuhan dengan makanan; memerlukan dokumentasi pembekal dan kebolehkesanan untuk semua komponen plastik termasuk bekas PET ISBM untuk kegunaan makanan atau minuman |
| Kesatuan Eropah | Peraturan EU 10/2011 – Bahan Sentuhan Makanan Plastik | Had migrasi khusus untuk bahan tambahan plastik; had migrasi keseluruhan ≤ 10 mg/dm² terpakai untuk resin PET dan PP yang digunakan dalam ISBM; pembekal acuan mesti memastikan bahan rongga tidak menyebabkan pencemaran |
| Amerika Syarikat | FDA 21 CFR Bahagian 177 – Bahan Tambahan Makanan Tidak Langsung: Polimer | Piawaian untuk resin dalam pembungkusan makanan termasuk PET (177.1630) dan PP (177.1520); berkaitan apabila bekas ISBM dieksport ke atau digunakan di pasaran Amerika Syarikat |
| Brazil | ANVISA RDC 327/2019 – Pembungkusan Plastik | Pihak berkuasa kawal selia kesihatan Brazil mewajibkan kelulusan plastik yang bersentuhan dengan makanan; Bekas ISBM yang dieksport ke Brazil mesti menggunakan resin yang disenaraikan ANVISA dengan dokumentasi pematuhan |
| Farmaseutikal Global | Pembungkusan Farmaseutikal Plastik ICH Q8 / USP | Mentakrifkan ujian boleh diekstrak dan boleh larut untuk bekas farmaseutikal; Peralatan acuan farmaseutikal ISBM meminimumkan sisa pintu dan kekasaran permukaan dalaman untuk mengurangkan risiko pengekstrakan |
| Antarabangsa | ISO 9001:2015 – Sistem Pengurusan Kualiti | Semakin diperlukan daripada pembekal acuan sebagai prasyarat kelayakan oleh pengeluar barangan pembungkusan multinasional |
| Antarabangsa | ISO 15750 / ISO 22000 (Pengurusan Keselamatan Makanan) | Piawaian sistem pengurusan keselamatan makanan; dokumentasi kualiti perkakas acuan menyokong audit pensijilan ISO 22000 pelanggan di kilang pembungkusan makanan dan minuman |
8. Tentang Kami
Kami telah mewujudkan rantaian bekalan yang mantap yang menjamin kestabilan mesin, kecekapan tenaga dan perkhidmatan sehenti yang komprehensif untuk rakan kongsi global kami. Pasukan perkhidmatan profesional kami terdiri daripada veteran industri yang menyediakan sokongan hujung ke hujung, daripada reka bentuk acuan dan pensampelan prototaip kepada pemasangan di tapak dan latihan kakitangan. Bagi pasaran Amerika Latin, terutamanya Colombia, kami memahami kepentingan keberkesanan kos tanpa menjejaskan ketepatan. Mesin kami merupakan pengganti yang hebat untuk mesin pengacuan tamparan regangan suntikan ASB dan jenama Jepun yang lain, menawarkan prestasi yang setanding pada kira-kira 35% perbelanjaan modal, digandingkan dengan masa pendahuluan yang lebih pantas dan sokongan teknikal setempat.
Bengkel




9. Produk & Komponen Sistem Berkaitan
Selain itu Acuan Meniup Regangan Suntikan Satu Langkah set dan mesin ISBM, kami menawarkan rangkaian komponen mekanikal jitu dan produk sistem pemacu yang lebih luas yang menyokong pembinaan barisan pembungkusan lengkap dan penyelenggaraan berterusan. Keupayaan bekalan sehenti kami mengurangkan kerumitan perolehan untuk pelanggan yang membina atau menaik taraf barisan pengeluaran di seluruh Colombia dan pasaran Amerika Latin yang lebih luas.
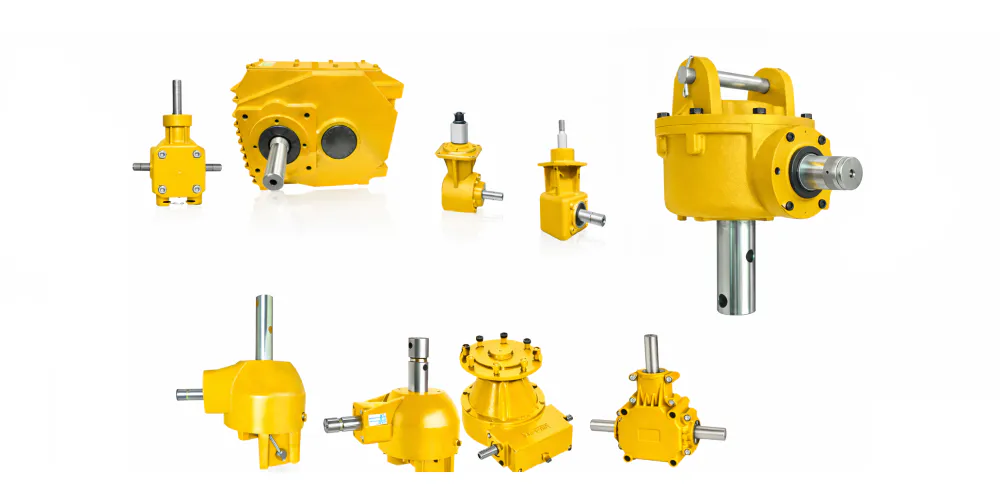
Gandingan Tegar & Komponen Aci
Gandingan mekanikal jitu untuk menyambungkan aci pemacu pada peralatan pembungkusan dan penghantar memerlukan piawaian ketepatan dimensi yang sama seperti perkakas acuan. Kami membekalkan produk gandingan tegar dan fleksibel yang serasi dengan konfigurasi pemacu yang biasa pada mesin ISBM dan talian pengisian dan pelabelan hiliran. Terokai rangkaian Gandingan Tegar kami

Kotak Gear & Pengurang Kelajuan
Kotak gear pemacu dan pengurang kelajuan ketepatan adalah penting untuk sistem penghantar, pemacu meja putar dan peralatan pengendalian tambahan yang mengelilingi barisan pengeluaran ISBM. Kami mengekalkan keupayaan bekalan untuk produk kotak gear berprestasi tinggi yang melengkapi tawaran acuan dan mesin kami, menyokong pelanggan yang memerlukan satu sumber untuk kedua-dua komponen perkakas dan pemacu mekanikal. Lihat katalog Kotak Gear kami
Soalan Lazim
Editor: PXY



























